














Four de forgeage à chaud de billettes métalliques
Description
Four de forgeage à chaud de billettes de métaux avec induction pour le chauffage de billettes d'acier en cuivre/aluminium/fer avant le formage à chaud
Chauffage par induction est largement utilisé dans l'industrie du forgeage à chaud des billettes de métaux pour chauffer les billettes à forger à chaud. Dans l'industrie sidérurgique, les aciers forgés à chaud sont chauffés à des températures de l'ordre de 1000 oC-1250 oC en fonction de la teneur en carbone et des éléments d'alliage. Le processus de forgeage à chaud nécessite un chauffage à haute température du lopin de manière uniforme à la fois le long de la section transversale et du côté transversal du lopin. Généralement, la température initiale de la billette se situe à la température ambiante et il est nécessaire de la chauffer au-dessus de la température de recristallisation pour le processus de forgeage à chaud. Il existe différents moyens de chauffer le métal pour le forgeage à chaud, notamment le chauffage par induction, les fours à gaz, les fours à huile, les chauffages à infrarouge et les chauffages à résistance électrique. Le chauffage par induction présente plusieurs avantages par rapport aux autres méthodes de chauffage pour le forgeage à chaud. Tout d'abord, les systèmes de chauffage par induction créent très rapidement une forte intensité de chaleur sur une partie définie du métal. En outre, les systèmes de chauffage par induction sont des systèmes à démarrage rapide, puisqu'ils ne nécessitent pas de temps de préchauffage comme dans le cas du chauffage par four. De plus, le temps de chauffage est incroyablement court par rapport aux autres méthodes. Par rapport au chauffage au gaz ou au mazout, il est plus facile de contrôler et de répéter les mêmes conditions de chauffage pendant une durée différente. L'automatisation peut être appliquée aux systèmes de chauffage par induction. Elle nécessitera un minimum d'espace dans l'atelier. Chauffage par induction est également plus efficace sur le plan énergétique et plus respectueux de l'environnement. Il n'y a pas d'émissions de combustion nocives pour l'environnement comme c'est le cas avec les chaudières à gaz et à mazout. En outre, les fours à gaz présentent une qualité de surface médiocre en raison de la formation de calamine. Le chauffage par induction permet de réduire considérablement la formation de calamine et la décarburation sur les billettes chauffées.
Description du produit
Pour chauffer divers matériaux en barre : acier et fer, bronze, laiton, alliage d'aluminium, etc.
L'image n'est qu'une référence, la couleur peut varier en fonction de la puissance de l'appareil.
Les fonctions et les spécifications particulières sont adaptées aux besoins du client.
Caractéristiques et avantages :
1. automatique : alimentation automatique, sélection automatique de la pièce bonne ou mauvaise, mesure automatique de la température, décharge automatique.
2. Conception intégrée : Permet d'économiser du temps, de l'argent et de l'espace lors de l'installation.
3. Le panneau de commande intégré affiche les états de fonctionnement de la machine, afin de faciliter le diagnostic des pannes.
| Caractéristiques | Détail | |
| 1 | Chauffage rapide et stable | économiser de l'énergie électrique 20%- 30% par rapport à la méthode traditionnelle ; Rendement élevé et faible consommation d'énergie |
| 2 | Petite taille | Facile à installer, à utiliser et à réparer |
| 3 | Sûre et fiable | Pas de haute tension, très sûr pour vos travailleurs. |
| 4 | Un système de circulation du froid | Capable de fonctionner en continu 24 heures sur 24 |
| 5 | autoprotection complète fonction | de nombreux types de lampes d'alarme : surintensité, surtension, surchauffe, manque d'eau, etc. Ces lampes peuvent contrôler et protéger les machines. |
| 6 | Protection de l'environnement | Presque pas de couche d'oxyde, ne produit pas de gaz d'échappement, ni d'eaux usées |
| 7 | Type d'IGBT | Éviter l'interruption d'un réseau électrique non relié ; Assurer la longévité de la machine. |
Paramètres du four de forgeage à chaud des billettes de métaux :
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Tension d'entrée | 3phases, 380V/410V/440V, 50/60Hz | ||||||
| Courant d'entrée maximal | 320A | 400A | 480A | 640A | 800A | 960A | |
| Fréquence d'oscillation | 0.5KHz^20KHz (la fréquence d'oscillation sera personnalisée en fonction de la taille des pièces chauffantes) | ||||||
| Cycle d'utilisation Chargement | 100%, 24h de fonctionnement continu | ||||||
| Désirs d'eau de refroidissement | 0,1MPa<Pression de l'eau<0,3MPa, Dureté de l'eau<50 | ||||||
| Dimension | Hôte | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Extension | L'extension sera personnalisée en fonction du matériau et de la taille des pièces chauffantes. | ||||||
| Poids | 110 kg | 150 kg | 160 kg | 170 kg | 200 kg | 220 kg | |
| Dépend de la dimension de l'extension | |||||||
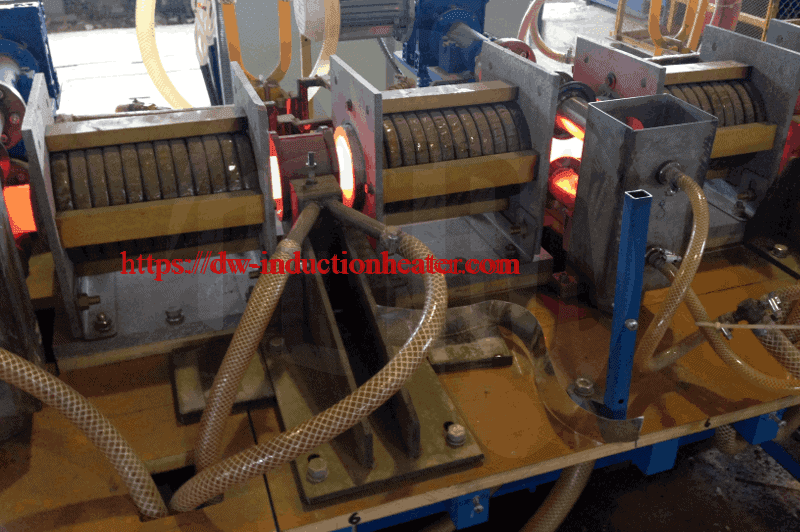
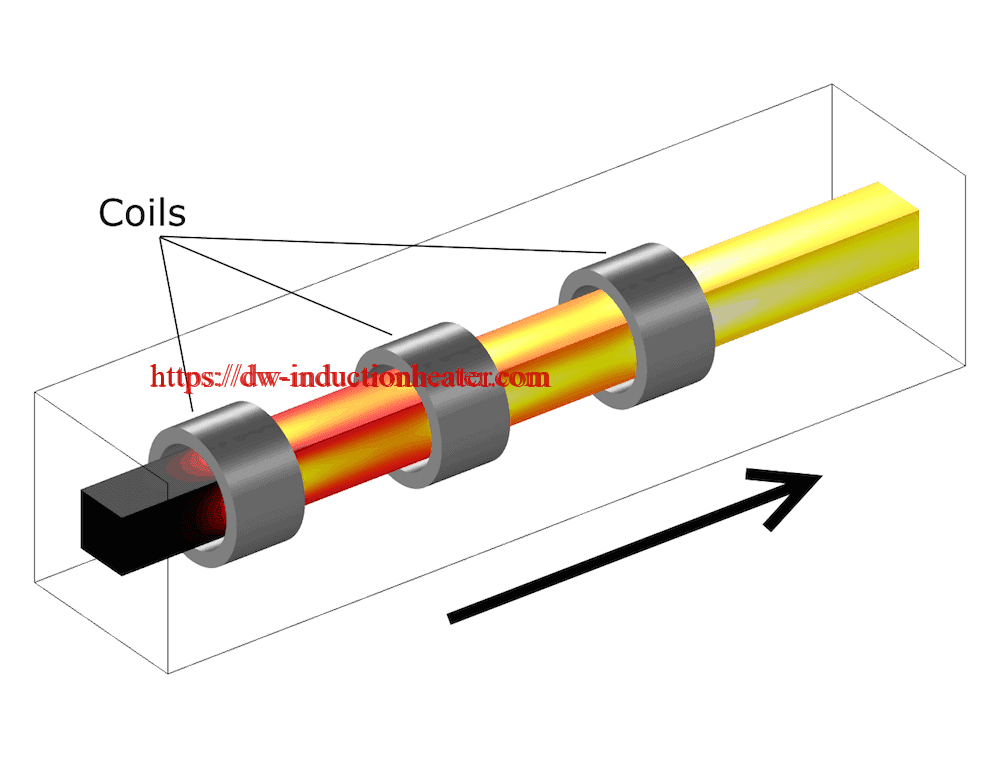
Dans le four de forgeage à chaud des billettes de métaux par induction, l'ensemble des billettes ou des lopins est chauffé. Normalement, pour les billettes ou les lopins courts, une trémie ou un bol est utilisé pour présenter automatiquement les billettes en ligne à des rouleaux pinceurs, à des tracteurs à chaîne ou, dans certains cas, à des poussoirs pneumatiques. Les billettes sont ensuite entraînées dans la bobine, l'une derrière l'autre, sur des rails refroidis à l'eau ou sur des revêtements céramiques utilisés dans l'alésage de la bobine pour réduire les frottements et prévenir l'usure. La longueur de la bobine est fonction du temps de trempage requis, de la durée du cycle par composant et de la longueur de la billette. Dans les travaux de grande envergure, il n'est pas rare d'avoir 4 ou 5 bobines en série pour obtenir 5 m de bobine ou plus.




Produits similaires
-

Systèmes de chauffage de barres par induction pour les applications de forgeage, de laminage et d'extrusion des métaux
-
Four de chauffage de billettes avec induction
-
Fours à induction pour le chauffage des barres Forgeage, laminage et extrusion de l'acier Cuivre Laiton Aluminium Titane et autres
-
chauffages de billettes par induction pour le formage à chaud de l'acier, du cuivre et de l'aluminium



