chauffage par induction application d'insertion en acier inoxydable
Description
chauffage par induction application d'insertion en acier inoxydable
 Objectif : Chauffer des inserts en acier inoxydable pour une application d'insertion dans l'industrie automobile
Objectif : Chauffer des inserts en acier inoxydable pour une application d'insertion dans l'industrie automobile
Matériau : Inserts métalliques en acier inoxydable (3/8"/9,5 mm de long, un diamètre extérieur de ¼"/6,4 mm et un diamètre intérieur de 0,1875"/4,8 mm)
Température : 500 °F (260 °C)
Fréquence : 230 kHz
Équipement de chauffage par induction : DW-UHF-6kW-I, 150-400 kHz alimentation du chauffage par induction avec une tête de travail à distance contenant deux condensateurs de 0,17 μF pour un total de 0,34 μF.
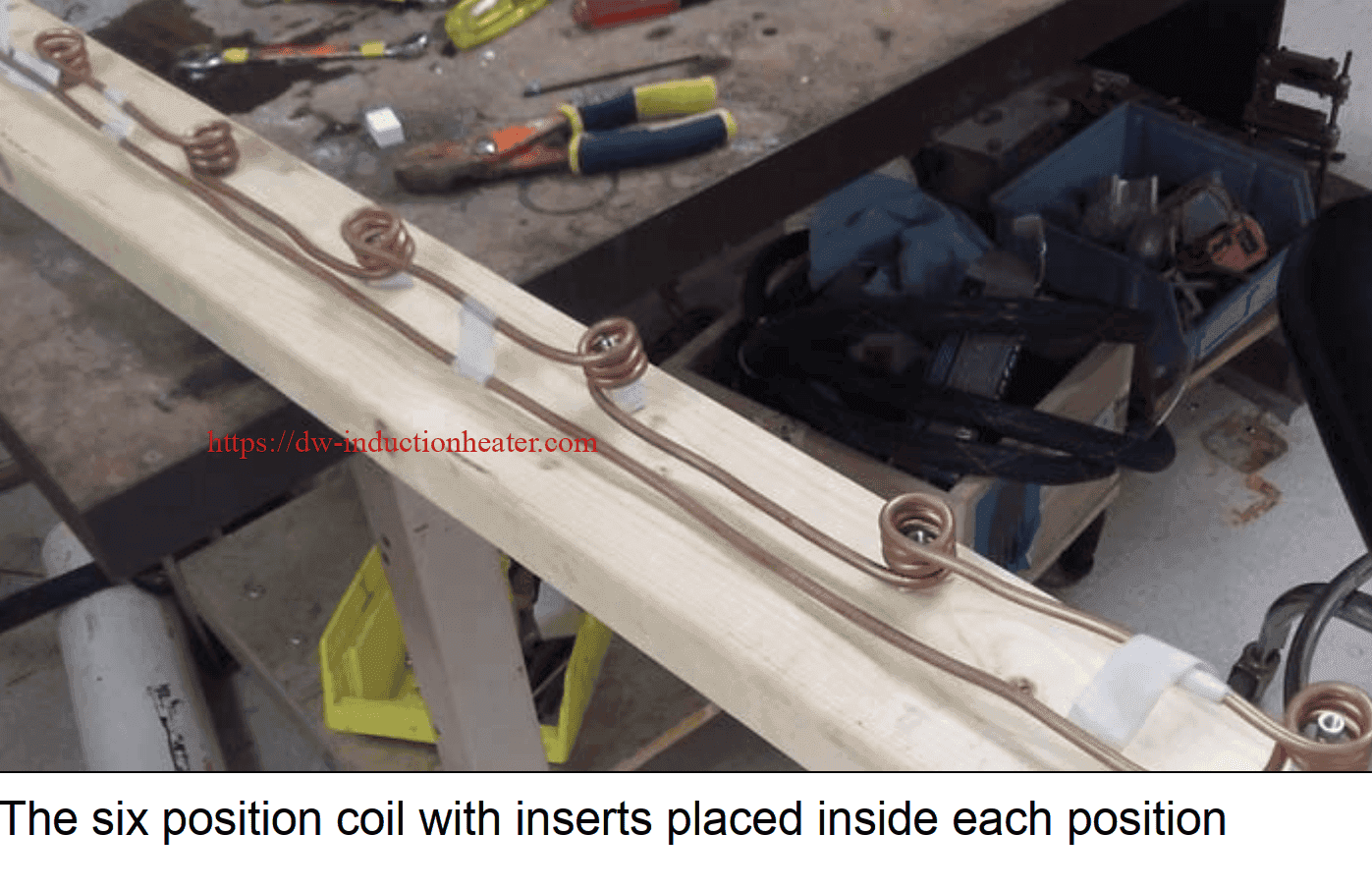
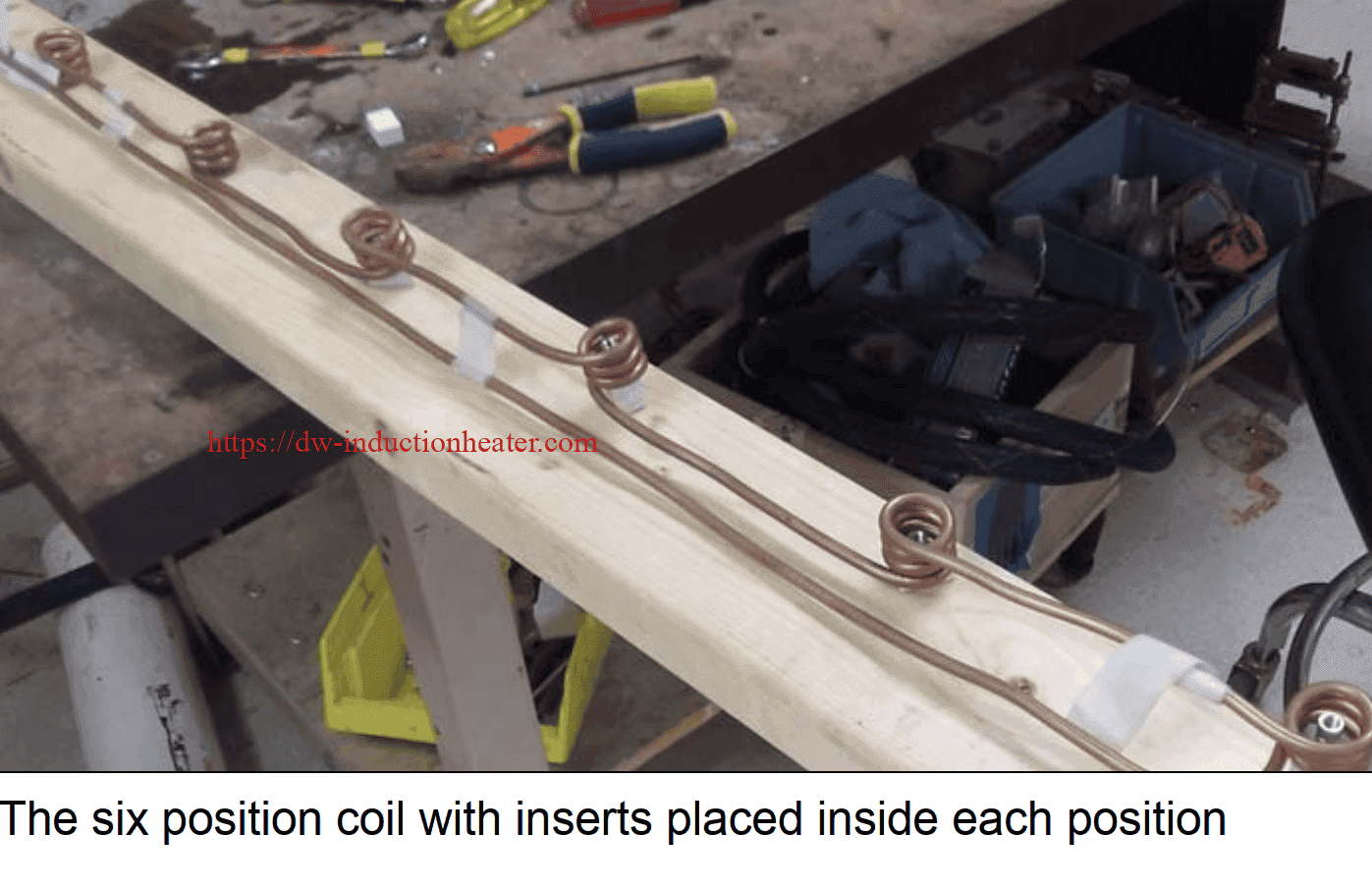
— Un système hélicoïdal à six positions et trois tours bobine de chauffage par induction conçu et développé pour cette application
Processus : Les inserts, sur lesquels une peinture indiquant la température a été appliquée, ont été placés dans le serpentin de chauffage par induction hélicoïdale à six positions et l'alimentation a été mise en marche. Les pièces ont été chauffées à 500 °F (260 °C) en dix secondes. Le client utilisait un chauffage par ultrasons pour enfoncer les inserts, ce qui prenait 90 secondes.
Résultats/bénéfices :
-Vitesse : l'induction permet un chauffage beaucoup plus rapide que les ultrasons.
— Augmentation de la production : Un chauffage plus rapide permet d'augmenter considérablement les taux de production.
— Répétabilité : L'induction est hautement reproductible et facile à intégrer dans les processus de fabrication.
— Efficacité énergétique : L'induction permet un chauffage rapide, sans flamme, avec allumage et extinction instantanés.