HLQ Systèmes de chauffage par induction sont des systèmes à valeur ajoutée qui s'intègrent directement dans la cellule de fabrication, ce qui permet de réduire les rebuts et les déchets et de se passer de chalumeaux. Les systèmes peuvent être configurés pour un contrôle manuel, semi-automatique et jusqu'à des systèmes entièrement automatisés. Les systèmes de brasage fort et tendre par induction de HLQ permettent à plusieurs reprises d'obtenir des joints propres et étanches pour une large gamme de pièces, notamment les conduites de carburant, les échangeurs de chaleur, les distributeurs de gaz, les collecteurs, l'outillage en carbure et bien d'autres encore.

Principes du brasage par induction
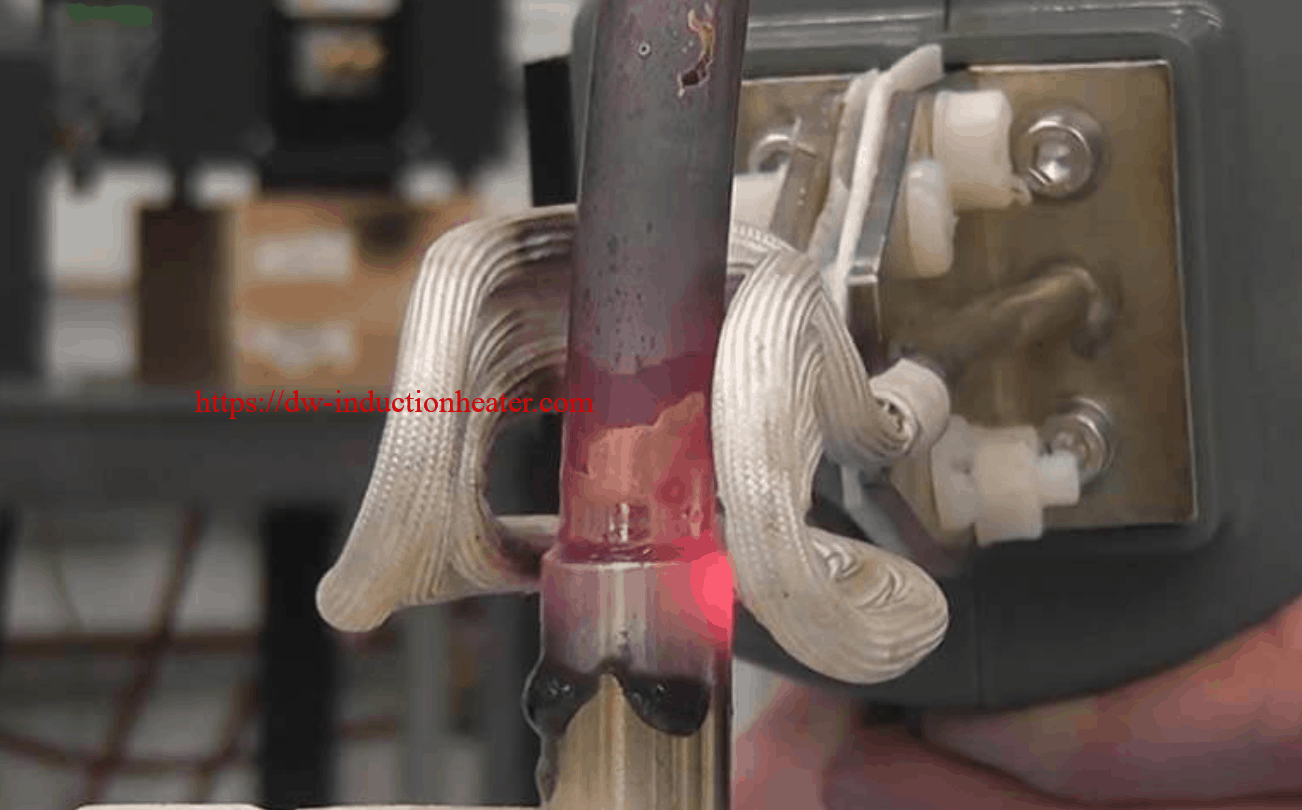
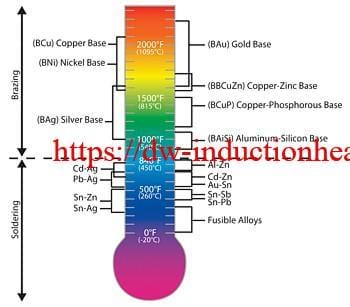
Le brasage et la soudure sont des procédés d'assemblage de matériaux similaires ou dissemblables à l'aide d'un matériau d'apport compatible. Les métaux d'apport comprennent le plomb, l'étain, le cuivre, l'argent, le nickel et leurs alliages. Seul l'alliage fond et se solidifie au cours de ces processus pour assembler les matériaux de base de la pièce. Le métal d'apport est entraîné dans le joint par capillarité. Les procédés de brasage sont réalisés à des températures inférieures à 450°C (840°F), tandis que les applications de brasage sont réalisées à des températures supérieures à 450°C (840°F) jusqu'à 1150°C (2100°F).
 La réussite de ces processus dépend de la conception de l'assemblage, du jeu entre les surfaces à assembler, de la propreté, du contrôle du processus et de la sélection correcte de l'équipement nécessaire à la réalisation d'un processus reproductible.
La réussite de ces processus dépend de la conception de l'assemblage, du jeu entre les surfaces à assembler, de la propreté, du contrôle du processus et de la sélection correcte de l'équipement nécessaire à la réalisation d'un processus reproductible.
La propreté est généralement obtenue par l'introduction d'un flux qui recouvre et dissout la saleté ou les oxydes en les déplaçant du joint de brasure.
Matériaux d'apport pour le brasage par induction
Les métaux d'apport pour le brasage par induction peuvent se présenter sous différentes formes, tailles et alliages en fonction de l'usage auquel ils sont destinés. Le ruban, les anneaux préformés, la pâte, le fil et les rondelles préformées ne sont que quelques-unes des formes et des alliages que l'on peut trouver.

La décision d'utiliser un alliage et/ou une forme particulière dépend en grande partie des matériaux de base à assembler, de l'emplacement pendant le traitement et de l'environnement de service auquel le produit final est destiné.
De nombreuses opérations sont désormais réalisées dans une atmosphère contrôlée avec une couverture de gaz inerte ou une combinaison de gaz inertes et actifs pour protéger l'opération et éliminer la nécessité d'un flux. Ces méthodes ont fait leurs preuves sur une grande variété de matériaux et de configurations de pièces, remplaçant ou complétant la technologie des fours à atmosphère par un processus de flux juste à temps - pièce unique.
Le dégagement affecte la résistance
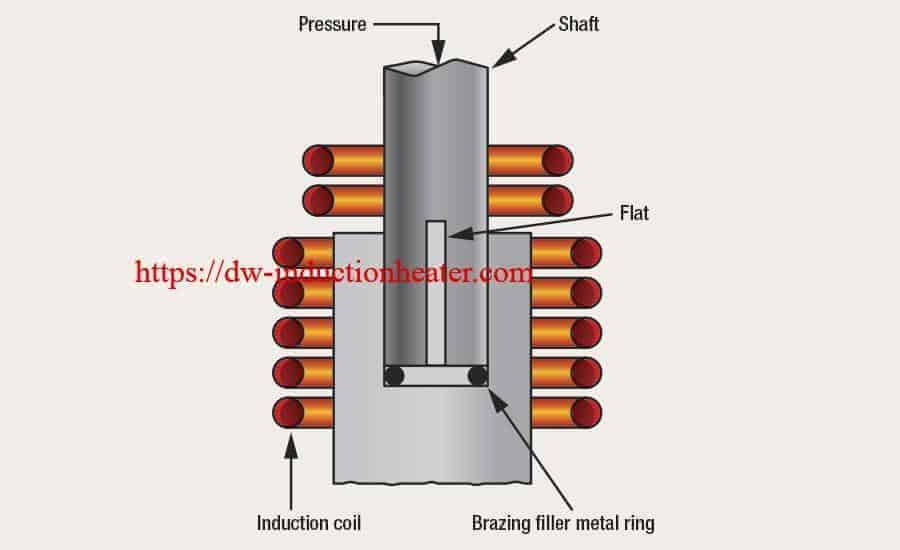
Le jeu entre les surfaces à assembler détermine la quantité d'alliage de brasure, l'action capillaire / la pénétration de l'alliage et, par la suite, la résistance du joint fini. Les meilleures conditions d'ajustement pour les applications conventionnelles de brasage à l'argent sont de 0,002 pouce (0,050 mm) à 0,005 pouce (0,127 mm) de jeu total. Pour l'aluminium, le jeu est généralement compris entre 0,102 et 0,153 mm (0,004 et 0,006 pouces). Les jeux plus importants, jusqu'à 0,380 mm, ne permettent généralement pas une action capillaire suffisante pour un brasage réussi.
![]()
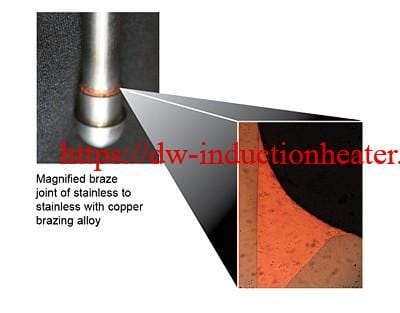
Le brasage du cuivre (au-dessus de 1650°F / 900°C) exige que la tolérance du joint soit maintenue à un minimum absolu et, dans certains cas, qu'il soit ajusté à la presse à température ambiante pour garantir des tolérances minimales du joint à la température de brasage.
Le chauffage par induction s'est avéré être une aide précieuse dans le processus d'assemblage pour de nombreuses raisons. Le chauffage rapide et le contrôle précis de la chaleur offrent la possibilité de chauffer localement des composants à haute résistance sans modifier de manière significative les propriétés du matériau. Il permet également le brasage de matériaux difficiles tels que l'aluminium, ainsi que le brasage séquentiel de plusieurs alliages et le brasage de joints très proches les uns des autres.
Le chauffage par induction dans les applications de brasage fort et de brasage tendre s'adapte facilement aux méthodes des chaînes de production, ce qui permet une disposition stratégique de l'équipement dans une chaîne de montage et, si nécessaire, un chauffage par commande à distance. Souvent, le brasage fort et le brasage tendre par induction permettent de réduire le nombre de dispositifs de fixation des pièces, le chauffage minimal des dispositifs augmentant leur durée de vie et maintenant la précision de l'alignement des composants à assembler. Comme les opérateurs n'ont pas besoin de guider la source de chauffage par induction, ils ont les deux mains libres pour préparer les assemblages.
 HLQ équipement de brasage par induction offre la qualité, la cohérence, le débit configurable et l'outillage à changement rapide pour répondre à divers besoins de production. La gamme de produits de brasage par induction Radyne offre des solutions standard pour le brasage :
HLQ équipement de brasage par induction offre la qualité, la cohérence, le débit configurable et l'outillage à changement rapide pour répondre à divers besoins de production. La gamme de produits de brasage par induction Radyne offre des solutions standard pour le brasage :
Aluminium
Cuivre
Laiton
Acier inoxydable
Carbure
Et plus encore...