





Brasage de tubes en cuivre par induction
Description
Objectif
Démonstration Brasage par induction de tubes en cuivre et le temps de brasage en utilisant le système DW-UHF-10 kW et le serpentin de laboratoire divisé disponible

Equipement
Machine à braser par induction DW-UHF-10KW
Matériaux
- Tubes en cuivre - Tube d'aspiration
- Pâte à braser
Paramètres clés
Puissance : 10 kW
Température : Environ 1500° F (815° C)
Durée : 5 - 5,2 secondes

Processus :
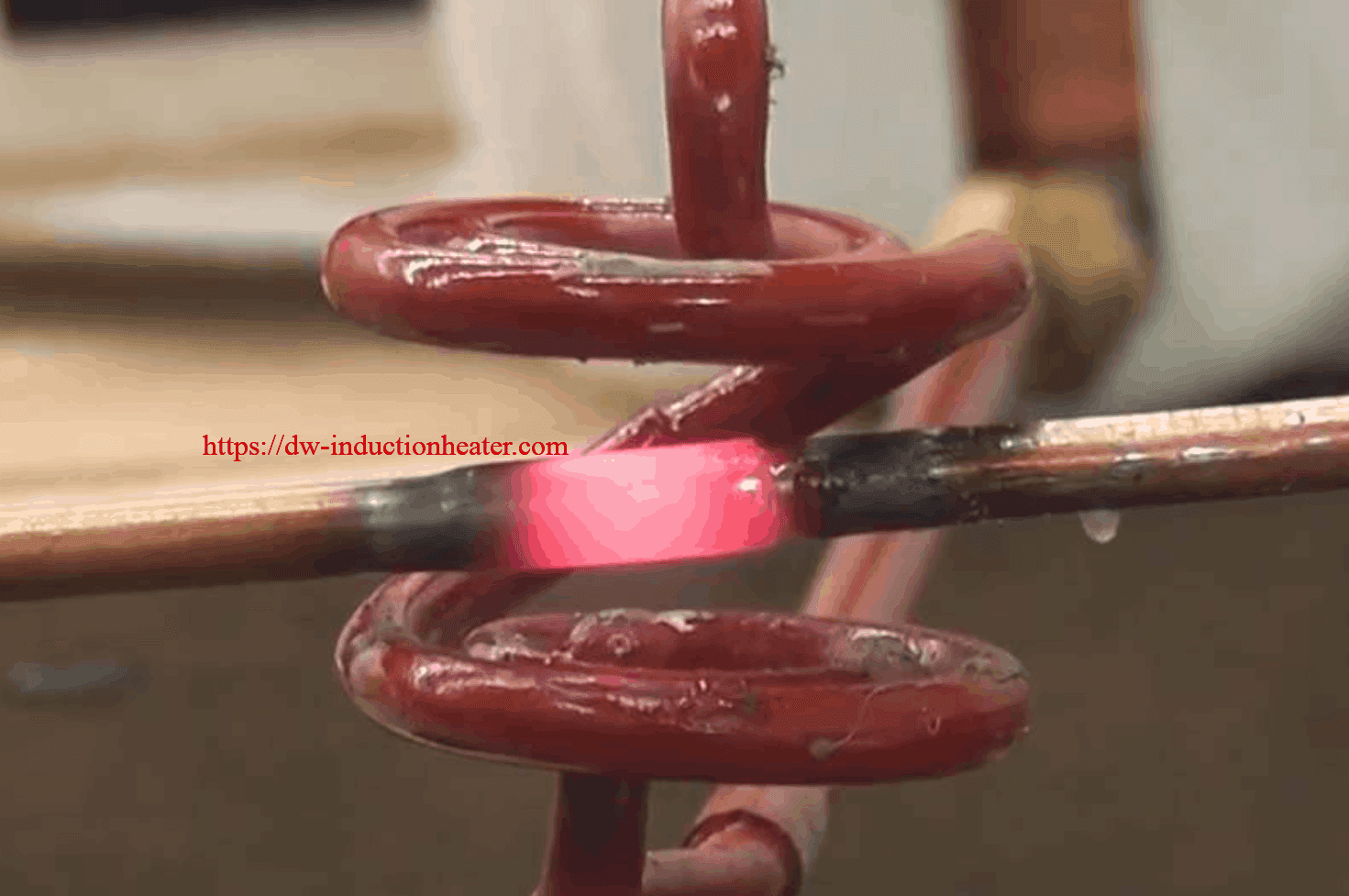
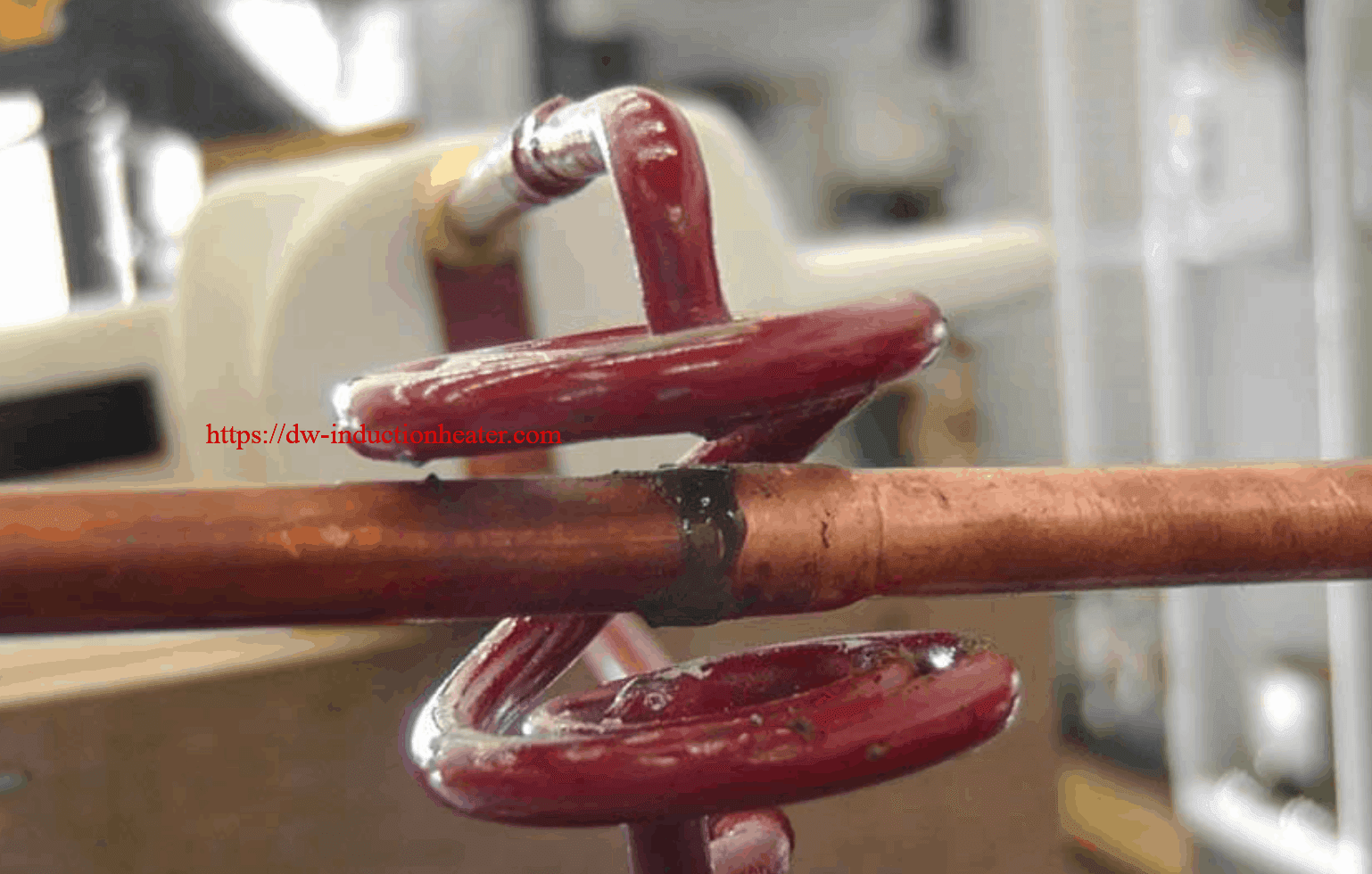
Comme un seul assemblage était fourni pour le test, nous avons mis en place une charge d'essai à l'aide d'un tube en cuivre de 5/16" à paroi épaisse, de sorte qu'un tube accepte l'autre à une extrémité formée d'une bride ouverte. Le temps de chauffe a été estimé en utilisant de la peinture tempilaque pour indiquer la température. L'assemblage d'essai (suivi des composants fournis) a été assemblé avec un revêtement de pâte à braser en alliage 505 et placé dans la bobine d'essai du laboratoire (voir les photographies ci-jointes). Un cycle de chauffe de 5 à 5,2 secondes a permis de faire couler l'alliage et de réaliser le joint.

Résultats/avantages :
- Comme démontré, le modèle DW-UHF système de brasage par induction est capable de chauffer les sections de tube à tube les plus grandes et les plus petites pour réaliser un joint brasé. Les temps de chauffe obtenus à l'aide d'une bobine d'essai disponible sont conformes aux attentes d'Electrolux en matière de temps de chauffe pour la production.
- HLQ demandera un assemblage complet pour l'examiner afin de développer la conception finale de la bobine qui peut accommoder les 12 joints indiqués sur votre photo d'implantation. Il est nécessaire de connaître et de voir les espaces libres entre les connexions des tubes à braser et la section du compresseur en acier pour s'assurer que le boîtier en acier n'est pas affecté par le champ RF résultant créé au niveau de la bobine de charge. Cette conception finale peut nécessiter l'ajout de matériaux ferrites dans la bobine qui serviront à concentrer le champ RF sur les fils de cuivre et non sur le boîtier en acier.
- Les premiers essais ont été réalisés sur le DW-UHF-10kW à l'aide d'une bobine de laboratoire disponible. La bobine de production sera contenue dans un boîtier non conducteur qui permettra à l'opérateur de l'utiliser pour localiser la bobine contre les fils de cuivre afin d'obtenir une localisation précise et positive de la chaleur pour le processus de brasage. La conception de la bobine de production comprendra des fils plus courts que la bobine d'essai et sera configurée de manière à améliorer les cycles de chauffage (temps de chauffage plus courts).





