brasage du cuivre sur l'acier inoxydable
Description
Objectif
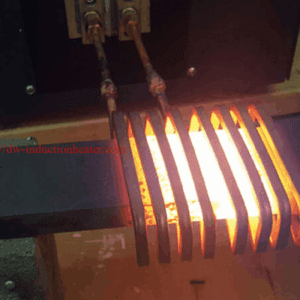
Brasage par induction d'un tuyau en cuivre sur un tuyau en acier inoxydable. Pompes et boîtiers cryogéniques.

Equipement
DW-HF-15kw/25KW/45KW équipement de chauffage par induction

Test 1
Matériaux
Pompes cryogéniques et boîtiers - Capuchon en cuivre (25,4 mm de diamètre extérieur, 76,2 mm de longueur, paroi de 3,81 mm d'épaisseur, monté sur un arbre en acier inoxydable de 3,81 mm de profondeur), arbre en acier inoxydable (43,18 mm de diamètre extérieur, 152,4 mm de longueur et fixé à une masse plus importante lorsqu'il se termine, 2,54 mm d'épaisseur).
Puissance : 25 kW
Température : 1145°F +(618°C)
Le temps : Moins de 40 secondes

Test 2
Matériaux
Pompes cryogéniques et boîtiers - Manchon en cuivre (3.6" (91.44mm) OD, paroi de 0.1"(2.54mm) d'épaisseur qui est 2.7" (68.5mm) de haut, 3.8" (96.52mm) OD lèvre sur le fond qui est 0.6"(15.2mm) de haut avec une épaisseur d'environ 0.85"(21.5mm), la partie avec le rebord mesure 3,14" (79,7mm) de hauteur totale, l'arbre en acier inoxydable a une profondeur de 2,66" (67,5mm)), arbre en acier inoxydable (3,4" (86,3mm) de diamètre extérieur, 3,2" (81,2mm) de diamètre intérieur, plus de 7,5" (190,5mm) de hauteur, avec un capuchon et un arbre plus petits attachés à une extrémité et une base plus grande de 8" (203,2mm) à l'autre).
Puissance : 16,06 kW
Température : 1145°F + (618°C)
Le temps : 1 minute 30 secondes à 3 minutes

Test 3
Matériaux
Pompes cryogéniques et carters - Manchon en cuivre (3.5" (88.9mm) OD, 0.1" (2.54mm) paroi épaisse qui est 2.1" (53.3mm) de haut, 5.3" (134.6mm) OD lèvre sur le fond qui est 0.74" (18.7mm) de haut avec une épaisseur d'environ 1" (25.4mm), la partie avec la lèvre est 2.8" (71,1 mm) de hauteur totale, l'arbre en acier inoxydable a une profondeur de 2,66" (67,5 mm), arbre en acier inoxydable (3,35" (85,0 mm) de diamètre extérieur, 3,2" (81,2 mm) de diamètre intérieur, plus de 7,5" (190,5 mm) de hauteur, avec un capuchon et un arbre plus petits attachés à une extrémité et une base plus grande de 5,5" (139,7 mm) à l'autre).
Puissance : 9,09 kW
Température : 1145°F + (618°C)
Le temps : environ 20 à 30 secondes

Test 4
Matériaux
Pompes cryogéniques et carters - Capuchon en cuivre (diamètre extérieur de 68,5 mm, hauteur de 72,3 mm, paroi de 15,2 mm, sur un arbre en acier inoxydable de 35,5 mm de profondeur), arbre en acier inoxydable (diamètre extérieur de 39,1 mm, paroi de 22,8 mm, hauteur de 165 mm, attaché à une masse plus importante), capuchon en acier inoxydable supplémentaire de l'autre côté du cuivre, diamètre extérieur de 61,9 mm, hauteur de 20,3 mm ou plus, sur un arbre en acier inoxydable de 20,3 mm ou plus.1mm) de haut et attaché à une masse plus importante lorsqu'il se termine), capuchon supplémentaire en acier inoxydable de l'autre côté du cuivre, 2,44" (61,9mm) de diamètre extérieur, 0,8" (20,3mm) de haut ou plus, tige de 0,88" (22,35mm) au sommet qui mesure 1,4" (35,5mm) de haut avec 0,66" (16,7mm) de diamètre intérieur.
Puissance : 14kW
Température : 1145°F + (618°C)
Le temps : 1 minute 50 secondes

Résultats et conclusions :
Test 1: Le test a commencé avec une puissance beaucoup plus faible et est monté en puissance jusqu'à 25 kW après 15 secondes. Le brasage par induction s'est déroulé avec succès.
Il est recommandé d'utiliser une bobine plus serrée qui n'entoure que la moitié du capuchon en cuivre. Cela permet de concentrer la chaleur uniquement à l'endroit où se trouve l'alliage et de réduire le temps de chauffe.
Test 2: Le test a été effectué avec une bobine surdimensionnée en raison des problèmes de dégagement créés par la lèvre de la pièce. Le temps approximatif pour un cycle complet est de 20 à 30 secondes. La fréquence plus basse semble être bénéfique pour l'application car le champ pénètre plus profondément au-delà du cuivre et dans l'acier lui-même, ce qui se traduit par des temps de chauffe plus rapides.
Test 3: Le test a été effectué avec 14 kW pour simuler le cycle de temps nécessaire pour notre DW-HF-15KW. système de chauffage par induction. Cette partie nécessitera le temps de chauffe le plus long en raison de la masse du cuivre. Les temps de chauffe peuvent être réduits en utilisant un bloc d'alimentation plus grand.
Les temps de chauffe de tous les tests peuvent être améliorés en optimisant les paramètres de l'appareil. bobines de chauffage par induction pour les pièces spécifiques et en diminuant la fréquence. Un régulateur de température et un pyromètre sont fortement recommandés pour s'assurer que les pièces ne sont pas endommagées si l'on utilise un système à induction plus important. Si vous utilisez un système de chauffage par induction de 15 kW, le contrôleur de température et le pyromètre sont toujours recommandés, mais le risque d'endommager les pièces est réduit.