
Målsætning
Fuld solid højfrekvent induktion små loddeforbindelser til kobberrør ved hjælp af DW-UHF-10 kW induktionsloddesystem og tilgængelig split lab coil
Test 1
Udstyr
DW-UHF-10kw induktionsloddemaskine

Materialer
- Kobberrør - sugeslange
- Loddepasta
Nøgleparametre
Effekt: 9,58 kW
Temperatur: Cirka 815° C (1500° F)
Tid: 5 - 5,2 sek.
Test 2
Udstyr
DW-UHF-10kw Induktionslodningssystem
Materialer
- Kobberrør - Kondensatorrør
- Loddepasta
Nøgleparametre
Effekt: 8,83 kW
Temperatur: Cirka 1300° F (704° C)
Tid: 2 sek.

Proces:
Test 1
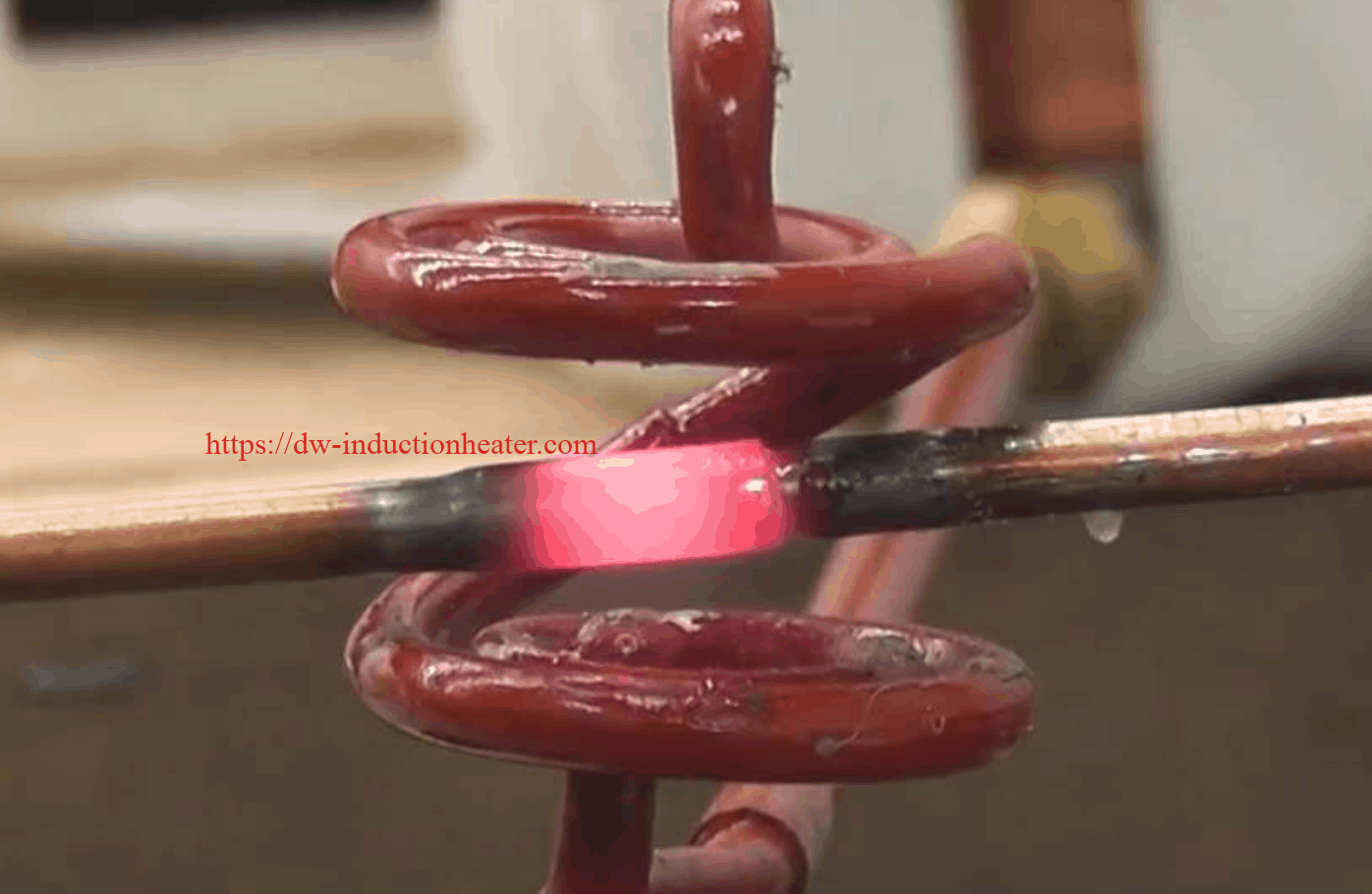
Da der kun var én enhed til rådighed for testen, satte vi en testbelastning op ved hjælp af et kraftigt 5/16" kobberrør, der var sat op, så det ene rør accepterede det andet i en formet åben flangeende. Varmetiden blev estimeret ud fra brug af tempilaque-maling til at angive temperaturen. Testenheden (efterfulgt af de medfølgende komponenter) blev samlet med en belægning af 505-loddepasta og placeret i laboratorietestspolen i henhold til de vedhæftede fotografier) En varmecyklus på 5 - 5,2 sekunder blev fundet til at flyde legeringen og lave samlingen.
Test 2:
Den mindre rørsamling (kondensatorrøret) blev samlet, og en ring af den medfølgende loddelegering (sølvlod) blev dannet og placeret i skæringspunktet mellem de to rør. En varmetid på 2 sekunder var tilstrækkelig til at få legeringen til at flyde og færdiggøre samlingen.

Resultater/fordele:
- Som demonstreret er DW-UHF-10kw induktionslodningssystemet i stand til at induktionsopvarme både de største og mindste rør til rørsektioner for at færdiggøre en loddet samling. Varmetider ved hjælp af en tilgængelig testspole er inden for forventningerne til produktionsvarmetid, der kræves af FLDWX
- HLQ vil kræve en fuld samling til gennemgang for at kunne udvikle den endelige Design af induktionsvarmespoler der kan rumme alle 12 samlinger, der er angivet på dit layoutfoto. Det er nødvendigt at kende og se afstandene mellem de rørforbindelser, der skal loddes, og kompressorsektionen af stål for at sikre, at stålhuset ikke påvirkes af det resulterende RF-felt, der skabes ved belastningsspolen. Dette endelige design kan kræve tilføjelse af ferritmaterialer i spolen, der tjener til at fokusere RF-feltet til kobberledningerne og ikke til stålhuset.
- De første tests blev gennemført på DW-UHF-10 kW ved hjælp af en tilgængelig laboratoriespole. Produktionsinduktionsvarmespolen vil være indeholdt i et ikke-ledende hus, der gør det muligt for operatøren at bruge den til at placere spolen mod kobberledningerne for nøjagtig og positiv opvarmningsplacering til loddeprocessen. Produktionsspolens design vil indeholde kortere ledninger end testspolen og være konfigureret således, at varmecyklusserne forbedres (kortere varmetider).

- HLQ kan forsyne systemet med en valgfri processtyring. Dette vil i praksis være en programmeret procescyklus, der udvikles til hver samling, der er anført på det samlingsfoto, der følger med anmodningen om anvendelse fra FLDWX. Hver af de 12 samlinger vil blive programmeret sekventielt til at rumme hver enkelt samling - dette vil gøre det muligt for operatøren at bevæge sig i samme rækkefølge som programmeret fra samling 1 til samling 12. Hver cyklus af U-induktionsloddespolen/håndtaget vil flytte processen fra led 1 (varmetid og % effekt) til led 2 (varmetid og % effekt) osv. til led 12. Når sekvensen er indtastet, skal den følges for hver samling. På den måde slipper man for at gætte sig til loddetiden pr. samling og får en gentagelig proces.

- En anden mulighed, der bør overvejes, er HLQ-robotarmen. Denne mulighed understøtter InduktionsloddespolerSpolen/spolehuset og aktiverer enheden, når den er programmeret til at placere spolen ved hvert ledområde. Støttearmen roterer og flytter spolen/spolehuset til den rette position og vinkel for hvert led, hvilket sikrer jordpositionen og varmetiden.
