
تطبيقات عملية التصلب السطحي التعريفي
ما هو التصلب التعريفي؟
التصلب التعريفي هو شكل من أشكال المعالجة الحرارية التي يتم فيها تسخين جزء معدني يحتوي على نسبة كافية من الكربون في مجال الحث ثم تبريده بسرعة. وهذا يزيد من كل من صلابة الجزء وهشاشته. يسمح لك التسخين بالحث بالتسخين الموضعي إلى درجة حرارة محددة مسبقًا ويتيح لك التحكم بدقة في عملية التصلب. وبالتالي فإن قابلية تكرار العملية مضمونة. وعادةً ما يتم تطبيق التقسية بالحث على الأجزاء المعدنية التي تحتاج إلى مقاومة كبيرة للتآكل السطحي، مع الاحتفاظ في الوقت نفسه بخصائصها الميكانيكية. بعد تحقيق عملية التصلب بالحث الحثي، يجب إخماد قطعة العمل المعدنية في الماء أو الزيت أو الهواء من أجل الحصول على خصائص محددة للطبقة السطحية.

التصلب التعريفي طريقة لتقسية سطح جزء معدني بسرعة وبشكل انتقائي. يتم وضع ملف نحاسي يحمل مستوى كبير من التيار المتردد بالقرب من الجزء (وليس ملامسته). يتم توليد الحرارة عند السطح وبالقرب من السطح عن طريق التيار الدوامي وفقدان التباطؤ. يتم توجيه التسقية، التي عادةً ما تكون قائمة على الماء مع إضافة مثل البوليمر، إلى الجزء أو يتم غمره. وهذا يحول الهيكل إلى مارتينسيت، وهو أصعب بكثير من الهيكل السابق.
هناك نوع شائع وحديث من معدات التصلب بالحث يسمى الماسح الضوئي. يتم تثبيت الجزء بين المركزين وتدويره وتمريره من خلال ملف تدريجي يوفر كلاً من الحرارة والتبريد. يتم توجيه التسقية أسفل الملف، بحيث يتم تبريد أي منطقة معينة من الجزء بسرعة بعد التسخين مباشرةً. يتم التحكم بدقة في مستوى الطاقة، وزمن المكوث، ومعدل المسح (التغذية) ومتغيرات العملية الأخرى بواسطة جهاز كمبيوتر.
تُستخدم عملية تصلب الهيكل لزيادة مقاومة التآكل وصلابة السطح وعمر التعب من خلال إنشاء طبقة سطحية صلبة مع الحفاظ على بنية مجهرية أساسية غير متأثرة.
التصلب التعريفي تُستخدم لزيادة الخواص الميكانيكية للمكونات الحديدية في منطقة محددة. التطبيقات النموذجية هي مجموعة نقل الحركة والتعليق ومكونات المحرك والختم. التصلب التعريفي ممتاز في إصلاح مطالبات الضمان/الأعطال الميدانية. وتتمثل الفوائد الأساسية في التحسينات في القوة والإجهاد ومقاومة التآكل في منطقة محددة دون الحاجة إلى إعادة تصميم المكون.
المعالجات والصناعات التي يمكن أن تستفيد من التقسية الحثية:
المعالجة الحرارية
تصلب السلسلة
تصلب الأنابيب والأنابيب
بناء السفن
الطيران والفضاء
السكك الحديدية
السيارات
الطاقات المتجددة

فوائد التصلب التعريفي:
مفضل للمكونات التي تتعرض للتحميل الثقيل. يضفي الحث صلابة عالية على السطح مع حالة عميقة قادرة على التعامل مع الأحمال العالية للغاية. تزداد قوة التعب من خلال تطوير قلب ناعم محاط بطبقة خارجية شديدة الصلابة. وهذه الخصائص مرغوبة للأجزاء التي تتعرض للتحميل الالتوائي والأسطح التي تتعرض لقوى الصدمات. تتم المعالجة بالحث في جزء واحد في كل مرة مما يسمح بحركة أبعاد يمكن التنبؤ بها للغاية من جزء إلى آخر.
تحكم دقيق في درجة الحرارة وعمق التصلب
تدفئة متحكم بها وموضعية
سهولة الدمج في خطوط الإنتاج
عملية سريعة وقابلة للتكرار
يمكن تقسية كل قطعة عمل من خلال معلمات محسّنة دقيقة
عملية موفرة للطاقة
مكونات الفولاذ والفولاذ المقاوم للصدأ التي يمكن تقويتها بالحث:
المشابك، والفلنجات، والفلنجات، والتروس، والمحامل، والمحامل، والأنابيب، والسباقات الداخلية والخارجية، وأعمدة الكرنك، وأعمدة الكامات، والنيرات، وأعمدة الإدارة، وأعمدة الإخراج، وأعمدة الدوران، وقضبان الالتواء، وحلقات الدوران، والأسلاك، والصمامات، ومثاقب الصخور، إلخ.

زيادة مقاومة التآكل
هناك علاقة مباشرة بين الصلابة ومقاومة التآكل. تزداد مقاومة التآكل للقطعة للتآكل بشكل كبير مع التصلب التحريضي، بافتراض أن الحالة الأولية للمادة كانت إما ملدنة أو معالجة إلى حالة أكثر ليونة.
زيادة القوة والعمر الافتراضي للتعب بسبب النواة اللينة والإجهاد الانضغاطي المتبقي على السطح
إن الإجهاد الانضغاطي (الذي يعتبر عادةً سمة إيجابية) هو نتيجة أن البنية المتصلبة بالقرب من السطح تشغل حجمًا أكبر قليلاً من اللب والبنية السابقة.
قد يتم تقسية الأجزاء بعد التصلب التعريفي لضبط مستوى الصلابة، حسب الرغبة
كما هو الحال مع أي عملية تنتج بنية مارتينسيتية، سيؤدي التقسية إلى تقليل الصلابة مع تقليل الهشاشة.
حقيبة عميقة ذات قلب متين
يبلغ عمق العلبة النموذجي 0.030 بوصة - 0.120 بوصة وهو أعمق في المتوسط من عمليات مثل الكربنة والكربنة بالكربنة وأشكال مختلفة من النيترة التي تتم في درجات حرارة دون الحرجة. بالنسبة لمشاريع معينة مثل المحاور أو الأجزاء التي لا تزال مفيدة حتى بعد تآكل الكثير من المواد، قد يصل عمق العلبة إلى ½ بوصة أو أكثر.
عملية التصلب الانتقائي بدون الحاجة إلى إخفاء القناع
تظل المناطق التي يتم لحامها بعد اللحام أو ما بعد المعالجة الحرارية طرية - عدد قليل جدًا من عمليات المعالجة الحرارية الأخرى قادرة على تحقيق ذلك.
تشويه بسيط نسبيًا
مثال: عمود قطره 1 بوصة × 40 بوصة وطوله 40 بوصة، يحتوي على دورتين متباعدتين بشكل متساوٍ، طول كل منهما 2 بوصة تتطلب دعم حمولة ومقاومة للتآكل. يتم إجراء التقسية بالحث على هذه الأسطح فقط، بطول إجمالي 4 بوصة. مع الطريقة التقليدية (أو إذا قمنا بتقوية الطول بالكامل بالحث الحثي في هذا الشأن)، سيكون هناك المزيد من الالتواء بشكل كبير.
يسمح باستخدام الفولاذ منخفض التكلفة مثل 1045
الفولاذ الأكثر شيوعًا المستخدم في الأجزاء المراد تقسيتها بالحث هو 1045. فهو قابل للتشغيل الآلي بسهولة، ومنخفض التكلفة، ونظرًا لمحتواه الكربوني البالغ 0.45% الاسمي، يمكن تقويته بالحث إلى 58 HRC+. كما أن خطر التشقق منخفض نسبياً أثناء المعالجة. المواد الأخرى الشائعة لهذه العملية هي 1141/1144، و4140، و4340، وETD150، ومختلف أنواع الحديد الزهر.

حدود التصلب التعريفي
يتطلب لفائف وأدوات تحريضية تتعلق بهندسة القطعة
نظرًا لأن مسافة اقتران الجزء إلى الملف أمر بالغ الأهمية لكفاءة التسخين، يجب اختيار حجم الملف ومحيطه بعناية. في حين أن معظم المعالجين لديهم ترسانة من الملفات الأساسية لتسخين الأشكال الدائرية مثل الأعمدة والدبابيس والبكرات وما إلى ذلك، قد تتطلب بعض المشاريع ملفًا مخصصًا، وأحيانًا ما يكلف آلاف الدولارات. في المشاريع المتوسطة إلى الكبيرة الحجم، قد تعوض فائدة انخفاض تكلفة المعالجة لكل جزء بسهولة تكلفة الملف. وفي حالات أخرى، قد تفوق الفوائد الهندسية للعملية المخاوف المتعلقة بالتكلفة. وبخلاف ذلك، بالنسبة للمشروعات منخفضة الحجم، عادةً ما تجعل تكلفة الملف والأدوات تكلفة الملف والأدوات غير عملية إذا كان يجب بناء ملف جديد. يجب أيضًا دعم الجزء بطريقة ما أثناء المعالجة. يعد التشغيل بين المراكز طريقة شائعة للأجزاء من نوع العمود، ولكن في العديد من الحالات الأخرى يجب استخدام أدوات مخصصة.
احتمالية أكبر للتشقق مقارنةً بمعظم عمليات المعالجة الحرارية
ويرجع ذلك إلى التسخين والتبريد السريع، وكذلك الميل إلى تكوين نقاط ساخنة في السمات/الحواف مثل: المداخل، والأخاديد، والثقوب المتقاطعة، واللوالب.
التشويه مع التصلب التعريفي
تميل مستويات التشويه إلى أن تكون أكبر من عمليات مثل المعالجة بالنيترة الأيونية أو الغازية، بسبب الحرارة/التبريد السريع والتحول المارتنسيتي الناتج. ومع ذلك، قد ينتج عن التقسية بالحث تشويه أقل من المعالجة الحرارية التقليدية، خاصةً عندما يتم تطبيقها على منطقة محددة فقط.
القيود المادية مع التصلب التعريفي
بما أن عملية التصلب التعريفي لا ينطوي عادةً على انتشار الكربون أو عناصر أخرى، يجب أن تحتوي المادة على كمية كافية من الكربون إلى جانب عناصر أخرى لتوفير صلابة تدعم التحول المارتنسيتي إلى مستوى الصلابة المطلوب. ويعني ذلك عادةً أن الكربون يكون في نطاق 0.40%+، مما ينتج صلابة تتراوح بين 56 - 65 HRC. يمكن استخدام مواد منخفضة الكربون مثل 8620 مع انخفاض ناتج في الصلابة القابلة للتحقيق (40-45 HRC في هذه الحالة). لا يتم استخدام الفولاذ مثل 1008، 1010، 12L14، 1117 عادةً بسبب الزيادة المحدودة في الصلابة التي يمكن تحقيقها.
تفاصيل عملية التصلب السطحي التعريفي
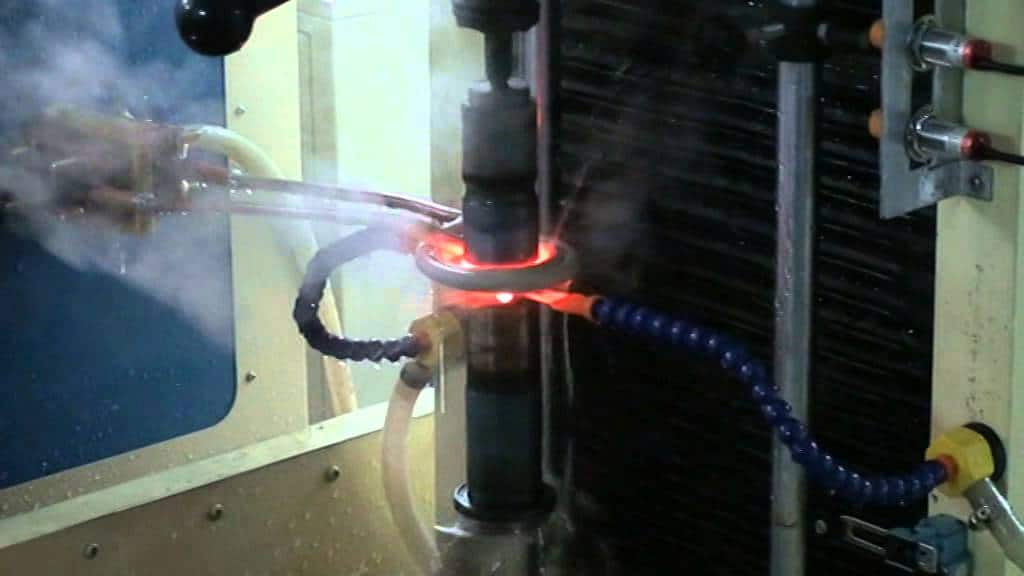
التصلب التعريفي هي عملية تستخدم لتصلب سطح الفولاذ ومكونات السبائك الأخرى. يتم وضع الأجزاء المراد معالجتها حرارياً داخل ملف نحاسي ثم يتم تسخينها فوق درجة حرارة التحويل عن طريق تطبيق تيار متناوب على الملف. يستحث التيار المتناوب في الملف مجالاً مغناطيسياً متناوباً داخل قطعة العمل مما يؤدي إلى تسخين السطح الخارجي للجزء إلى درجة حرارة أعلى من نطاق التحويل.
يتم تسخين المكونات عن طريق مجال مغناطيسي متناوب إلى درجة حرارة ضمن نطاق التحويل أو أعلى منه يليها التبريد الفوري. وهي عملية كهرومغناطيسية باستخدام ملف محث نحاسي يتم تغذيته بتيار بتردد ومستوى طاقة محددين.
