








أنظمة المعالجة الحرارية بعد اللحام بالحث الحثي ماكينات المعالجة الحرارية بعد اللحام بالحث الحثي
الوصف
ما هو نظام الحث PWHT؟
أن نظام الحث PWHT / نظام المعالجة الحرارية بعد اللحام بالحث هو حل معالجة حرارية مصمم لتقليل الضغوط المتبقية في المواد وتحسين خواصها الميكانيكية بعد اللحام. وباستخدام مبدأ الحث الكهرومغناطيسي، يولد النظام الحرارة مباشرةً داخل المادة، مما يسمح بالتسخين الموضعي والتحكم فيه. على عكس الطرق التقليدية مثل تسخين الفرن أو التسخين بالمقاومة، يوفر نظام المعالجة الحرارية بعد اللحام بالحث الكهرومغناطيسي عمليات معالجة حرارية أسرع وأكثر كفاءة في استخدام الطاقة وأكثر دقة، مما يجعله مثاليًا للصناعات التي تتطلب مكونات ملحومة عالية الجودة.
كيف تعمل
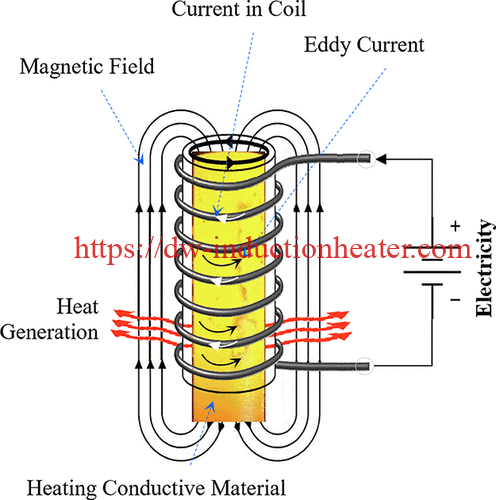
- ملف الحث/بطانية الحث: يتم وضع ملف أو بطانية حث مرنة حول منطقة اللحام أو بالقرب منها.
- توليد المجال الكهرومغناطيسي: يقوم مزود طاقة الماكينة بتحويل طاقة خط التيار المتردد إلى تردد محدد (غالباً ما يكون في نطاق 2 كيلو هرتز إلى 25 كيلو هرتز).
- التيارات الدوامية وتوليد الحرارة: يستحث المجال الكهرومغناطيسي تيارات دوامة في المعدن، مما يتسبب في تسخينه من الداخل.
- التحكم في درجة الحرارة: توفر المزدوجات الحرارية المتصلة بالقرب من اللحام تغذية راجعة لنظام التحكم (PLC). وهذا ينظم خرج الطاقة لتحقيق درجة حرارة دقيقة وفقًا لإجراءات PWHT.
لماذا نستخدم الحث في المعالجة الحرارية الحرارية الحرارية الفائقة؟
- تسخين سريع ودقيق: يوفر الحث معدلات تسخين أسرع ودرجة حرارة يتم التحكم فيها بدقة، مما يقلل من مشاكل الجودة مثل التشقق أو تخفيف الضغط غير الكامل.
- كفاءة الطاقة: غالبًا ما تكون أنظمة الحث أكثر كفاءة من أنظمة التدفئة التقليدية المقاومة أو الأفران. حيث يتم تركيز الطاقة مباشرة في المنطقة التي تحتاج إلى التدفئة.
- قابلية النقل والمرونة: بالمقارنة مع الأفران الكبيرة، تسمح وحدات المعالجة الحرارية الفائقة للحرارة والاهتزاز بالحث (مع لفائف/بطانيات مرنة) بالمعالجة في الموقع أو في الموقع. وهذا مفيد بشكل خاص للمكونات الكبيرة أو التركيبات الثابتة (مثل الأنابيب في المصافي).
- الأتمتة والمراقبة: تحتوي معظم ماكينات المعالجة الحرارية الفائقة للحرارة والوظائف الحثية على أنظمة مدمجة لتسجيل البيانات وإدارة الوصفات وأنظمة الإنذار، مما يسهل الامتثال للقوانين (مثل ASME وAWS) ويضمن إمكانية تتبع العملية.
الميزات النموذجية لماكينة المعالجة الحرارية الفائقة للحرارة والاهتزازات الحثية
- نطاق تصنيف الطاقة: يمكن أن تتراوح الماكينات من وحدات صغيرة بقدرة 30 كيلوواط إلى أنظمة كبيرة تزيد عن 300 كيلوواط، اعتمادًا على السُمك ونوع المادة وحجم الجزء.
- نطاق التردد: عادة ما يتراوح بين 2 كيلوهرتز و25 كيلوهرتز، وهو الأمثل لعمق اختراق الحرارة المطلوب.
- قنوات تدفئة متعددة (مناطق): السماح بالمعالجة المتزامنة لمفاصل متعددة أو أشكال اللحام الهندسية المعقدة.
- تحكم متقدم: شاشة تعمل باللمس HMI (واجهة بين الإنسان والآلة)، وتحكم قائم على PLC، ومدخلات متعددة المزدوجات الحرارية، وخيارات تسجيل البيانات.
- طريقة التبريد: اعتماداً على تصنيف الطاقة، قد تكون إمدادات الطاقة الحثية مبردة بالهواء أو الماء.
تطبيقات ماكينات الحث PWHT في مجال خطوط الأنابيب
 المعالجة الحرارية لما بعد اللحام (PWHT) عملية بالغة الأهمية في صناعة خطوط الأنابيب، خاصةً في تطبيقات الضغط العالي ودرجات الحرارة العالية. وباستخدام تقنية التسخين بالحث لإجراء المعالجة الحرارية الفائقة (PWHT)، يمكن لمصنعي ومشغلي خطوط الأنابيب تحقيق تحكم دقيق ومتسق في درجة الحرارة مع تقليل أوقات المعالجة الإجمالية. وفيما يلي التطبيقات والفوائد الرئيسية للمعالجة الحرارية الفائقة بالحرارة الفائقة القائمة على الحث في مجال خطوط الأنابيب:
المعالجة الحرارية لما بعد اللحام (PWHT) عملية بالغة الأهمية في صناعة خطوط الأنابيب، خاصةً في تطبيقات الضغط العالي ودرجات الحرارة العالية. وباستخدام تقنية التسخين بالحث لإجراء المعالجة الحرارية الفائقة (PWHT)، يمكن لمصنعي ومشغلي خطوط الأنابيب تحقيق تحكم دقيق ومتسق في درجة الحرارة مع تقليل أوقات المعالجة الإجمالية. وفيما يلي التطبيقات والفوائد الرئيسية للمعالجة الحرارية الفائقة بالحرارة الفائقة القائمة على الحث في مجال خطوط الأنابيب:
1. بناء خطوط أنابيب جديدة
- لحامات التماس الطويل
- غالبًا ما تتطلب خطوط الأنابيب ذات القطر الكبير تمريرات متعددة ووصلات لحام معقدة. يمكن استخدام المعالجة الحرارية الحرارية الحرارية الحثية PWHT لإجراء معالجة حرارية موحدة على طول خط اللحام بالكامل، مما يحسن جودة اللحام ويقلل من خطر التشقق.
- لحامات الربط
- أثناء التركيب أو مشاريع التوسعة، تربط لحامات الربط بين أجزاء خطوط الأنابيب المختلفة. تقلل المعالجة الحرارية المتسقة لهذه اللحامات باستخدام الحث من الإجهاد المتبقي وتساعد على ضمان السلامة على المدى الطويل، خاصةً في خطوط الأنابيب المخصصة لخدمة الضغط العالي.
- الوصلات الميدانية في المناطق النائية
- يمكن نقل معدات المعالجة الحرارية الفائقة للحرارة والاهتزازات الحرارية بالحث المصممة لقابلية النقل إلى مواقع إنشاء خطوط الأنابيب النائية أو التضاريس الوعرة. إن الإعداد الفعال ودورات التسخين/التبريد الأسرع مفيدة بشكل خاص عند العمل في ظروف صعبة بموارد محدودة.
2. إصلاح وصيانة خطوط الأنابيب
- إصلاح الشقوق
- قد تتطور خطوط الأنابيب إلى تشققات بسبب التعب أو التآكل أو التلف الميكانيكي. ويساعد المعالجة الحرارية الحرارية الفائقة PWHT التحريضية على تخفيف الضغوط المتبقية في منطقة اللحام التي تم إصلاحها، مما يقلل من خطر انتشار المزيد من التشققات ويطيل عمر خدمة خط الأنابيب.
- التنصت الساخن وإضافات الفروع
- عندما تكون هناك حاجة لإجراء تعديلات على خطوط الأنابيب (مثل إضافة فروع أو وصلات جديدة)، يمكن أن تخضع اللحامات للمعالجة الحرارية الفائقة PWHT القائمة على الحث لتعزيز الليونة والمتانة والموثوقية الكلية.
- استبدال القسم
- إذا تمت إزالة جزء من خط الأنابيب واستبداله، فغالبًا ما يتم استخدام المعالجة الحرارية الفائقة للحرارة والاهتزازات الحرارية الحثية على اللحامات الجديدة لضمان خصائص معدنية وتوزيع إجهاد مماثل لأجزاء خط الأنابيب الأصلية.

- إذا تمت إزالة جزء من خط الأنابيب واستبداله، فغالبًا ما يتم استخدام المعالجة الحرارية الفائقة للحرارة والاهتزازات الحرارية الحثية على اللحامات الجديدة لضمان خصائص معدنية وتوزيع إجهاد مماثل لأجزاء خط الأنابيب الأصلية.

3. الامتثال لمعايير الصناعة ومدوناتها
- معايير ASME وAPI
- تحدد العديد من رموز أنابيب الضغط (على سبيل المثال، ASME B31.3، ASME B31.4، ASME B31.4، ASME B31.8، ومعايير API) المعالجة الحرارية الفائقة للحرارة في حالة بعض المواد والسماكات وسيناريوهات الخدمة. توفر ماكينات المعالجة الحرارية الحرارية الفائقة بالحرارة بالحث تحكمًا دقيقًا في درجة الحرارة وتوثيقًا محوسبًا، مما يساعد المشغلين على تلبية هذه المتطلبات التنظيمية.
- تقليل الصلابة
- من خلال توزيع الحرارة بالتساوي عبر منطقة اللحام، تساعد أنظمة الحث على تقليل الصلابة في المنطقة المتأثرة بالحرارة (HAZ) - وهو شرط في بعض الإجراءات المنصوص عليها في الكود لتقليل خطر التشقق الناتج عن الهيدروجين.
- المتطلبات الخاصة بالمواد
- قد تتطلب بعض أنواع الفولاذ المخلوط بالسبائك - مثل فولاذ الكروم المولي (Cr-Mo) أو غيره من الفولاذ منخفض السبائك عالي القوة (HSLA) - تشكيلات حرارية صارمة. يسمح المعالجة الحرارية الحرارية الحرارية الفائقة بالحرارة PWHT الحثية بزيادة درجة الحرارة حسب الطلب، وأوقات الثبات، والتبريد المتحكم فيه لتحقيق البنية المجهرية المطلوبة.
4. فوائد تحريض PWHT في خط الأنابيب التطبيقات
- دورات تسخين أسرع
- تعمل التسخين بالحث على توصيل الحرارة مباشرةً وبكفاءة إلى منطقة اللحام، مما يقلل بشكل كبير من وقت التسخين مقارنةً بالطرق التقليدية (مثل لفائف المقاومة أو الأفران التي تعمل بالغاز).
- توزيع دقيق وموحد للحرارة
- تتيح أنظمة التحكم الآلي تنظيم درجة الحرارة بدقة وتغطية موحدة حول محيط الأنبوب. هذا التجانس أمر بالغ الأهمية لتلبية المتطلبات الميكانيكية والمعدنية.
- سهولة التنقل وسهولة الإعداد
- صُممت ماكينات المعالجة الحرارية الفائقة بالحرارة العالية بالحث الحديثة لتكون خفيفة الوزن وقابلة للنقل، مما يجعلها مثالية للاستخدام الميداني حيثما تكون الأفران الكبيرة أو التجهيزات الدائمة غير عملية.
- كفاءة الطاقة
- ونظرًا لأن التسخين بالحث يركز الطاقة على منطقة اللحام بدلاً من تسخين المناطق الكبيرة المحيطة، يتم تقليل الاستهلاك الكلي للطاقة، مما يؤدي إلى كفاءة التكلفة - وهو أمر مهم بشكل خاص لمشاريع خطوط الأنابيب الكبيرة.
- تحسين السلامة المحسّنة
- تعمل أنظمة التدفئة بالحث على التخلص من الحاجة إلى اللهب المكشوف أو البيئات التي تعمل بالوقود بدرجة حرارة عالية، مما يقلل من مخاطر الحريق ويحسن السلامة في الموقع.

- تعمل أنظمة التدفئة بالحث على التخلص من الحاجة إلى اللهب المكشوف أو البيئات التي تعمل بالوقود بدرجة حرارة عالية، مما يقلل من مخاطر الحريق ويحسن السلامة في الموقع.

5. إجراءات خط أنابيب PWHT المشتركة مع الحث
- التسخين المسبق
- قبل اللحام، يمكن أيضًا استخدام تقنية الحث قبل اللحام في التسخين المسبق للأنابيب أو التجهيزات، خاصةً عند العمل مع مواد سميكة الجدران أو عالية القوة. وهذا يساعد على منع التبريد السريع والتشقق اللاحق في منطقة اللحام.

- قبل اللحام، يمكن أيضًا استخدام تقنية الحث قبل اللحام في التسخين المسبق للأنابيب أو التجهيزات، خاصةً عند العمل مع مواد سميكة الجدران أو عالية القوة. وهذا يساعد على منع التبريد السريع والتشقق اللاحق في منطقة اللحام.
- زيادة متحكّم بها ونقع متحكّم به
- وتسمح معدات الحث بمعدلات زيادة حرارة مخصصة، مما يضمن التسخين التدريجي لمفصل اللحام. وبمجرد الوصول إلى درجة الحرارة المستهدفة (غالبًا ما تكون في نطاق 600-700 درجة مئوية، حسب المادة)، يتم الاحتفاظ بها لمدة محددة (مرحلة النقع) لتخفيف الضغوط الداخلية.
- التبريد المتحكم به
- تُعد مرحلة التبريد التدريجي أمرًا بالغ الأهمية لتجنب تكوين بنى مجهرية هشة. مع أنظمة الحث، يمكن للمشغلين برمجة معدل التبريد لتلبية متطلبات المواد المحددة.

حالات الاستخدام والفوائد
- أوعية الضغط وخطوط الأنابيب: يضمن سلامة اللحام في تطبيقات النفط والغاز وتوليد الطاقة والبتروكيماويات.
- التصنيع الثقيل: يخفف من الإجهاد المتبقي في الهياكل الكبيرة مثل أقسام السفن ومكونات الماكينات الثقيلة والتركيبات الفولاذية الهيكلية.
- الإصلاحات والصيانة: مثالي لإصلاح اللحام في الموقع (مثل التوربينات وأنابيب الغلايات والأنابيب المعقدة) دون تفكيك التجميعات الكبيرة.
- الامتثال للقانون: تتطلب العديد من المعايير (ASME، AWS، AWS، EN) المعالجة الحرارية بعد اللحام لمواد وسماكات معينة لضمان السلامة الميكانيكية.
فيما يلي جدول توضيحي للمعلمات الفنية لماكينات PWHT (المعالجة الحرارية بعد اللحام) الحثية (PWHT) بمعدلات طاقة 60 كيلو وات، و80 كيلو وات، و120 كيلو وات، و160 كيلو وات، و200 كيلو وات، و240 كيلو وات، و300 كيلو وات. قد تختلف المواصفات الفعلية حسب الشركة المصنعة، لذا تعامل مع هذه الأرقام كقيم مرجعية نموذجية.
المعلمات التقنية لماكينات الحث PWHT (60 كيلوواط إلى 300 كيلوواط)
| المعلمة | 60 كيلوواط | 80 كيلوواط | 120 كيلو واط | 160 كيلوواط | 200 كيلوواط | 240 كيلو واط | 300 كيلوواط |
|---|---|---|---|---|---|---|---|
| تصنيف الطاقة | 60 كيلوواط | 80 كيلوواط | 120 كيلو واط | 160 كيلوواط | 200 كيلوواط | 240 كيلو واط | 300 كيلوواط |
| جهد الإدخال (3-المرحلة الثالثة) | 380-415 V<br>(50/60 هرتز) | 380-415 V<br>(50/60 هرتز) | 380-415 V<br>(50/60 هرتز) | 380-480 V<br>(50/60 هرتز) | 380-480 V<br>(50/60 هرتز) | 380-480 V<br>(50/60 هرتز) | 380-480 V<br>(50/60 هرتز) |
| نطاق تردد الإخراج | 5-25 كيلوهرتز | 5-25 كيلوهرتز | 5-25 كيلوهرتز | 5-25 كيلوهرتز | 2-25 كيلوهرتز | 2-25 كيلوهرتز | 2-25 كيلوهرتز |
| التيار المقنن (تقريبًا) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| قنوات التدفئة (المناطق) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| نطاق درجة الحرارة | حتى 850 درجة مئوية تقريبًا | حتى 850 درجة مئوية تقريبًا | حتى 850 درجة مئوية تقريبًا | حتى 900 درجة مئوية تقريباً | حتى 900 درجة مئوية تقريباً | حتى 900 درجة مئوية تقريباً | حتى 900 درجة مئوية تقريباً |
| دقة التحكم في درجة الحرارة | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| طريقة التبريد | وحدة الطاقة المبردة بالهواء أو الماء | وحدة الطاقة المبردة بالهواء أو الماء | وحدة الطاقة المبردة بالماء | وحدة الطاقة المبردة بالماء | وحدة الطاقة المبردة بالماء | وحدة الطاقة المبردة بالماء | وحدة الطاقة المبردة بالماء |
| دورة العمل (بأقصى طاقة) | ~80-100% (مستمر) | ~80-100% (مستمر) | ~80-100% (مستمر) | ~80-100% (مستمر) | ~80-100% (مستمر) | ~80-100% (مستمر) | ~80-100% (مستمر) |
| نظام التحكم | شاشة لمس PLC/HMI، تسجيل البيانات، تسجيل البيانات | شاشة لمس PLC/HMI، تسجيل البيانات، تسجيل البيانات | شاشة لمس PLC/HMI، تسجيل البيانات، تسجيل البيانات | شاشة لمس PLC/HMI، تسجيل البيانات، تسجيل البيانات | شاشة لمس PLC/HMI، تسجيل البيانات، تسجيل البيانات | شاشة لمس PLC/HMI، تسجيل البيانات، تسجيل البيانات | شاشة لمس PLC/HMI، تسجيل البيانات، تسجيل البيانات |
| الأبعاد (الطول×العرض×الارتفاع، تقريبًا) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| الوزن (تقريبًا) | ~250 كجم تقريباً | ~حوالي 300 كجم | ~حوالي 400 كجم | ~حوالي 500 كجم | ~حوالي 600 كجم | ~حوالي 700 كجم | ~حوالي 900 كجم |
 الملاحظات:
الملاحظات:

- جهد الإدخال: كلما ارتفع تصنيف الطاقة، كلما كان نطاق جهد الدخل المقبول أوسع (يمكن لبعض الطرازات أن تعمل حتى 480 فولت أو 690 فولت).
- تردد الإخراج: تخترق الترددات المنخفضة المواد بشكل أعمق، وهو أمر مفيد في كثير من الأحيان للمكونات ذات الجدران السميكة. يساعد التردد القابل للتعديل على تحسين توزيع الحرارة.
- قنوات التدفئة (المناطق): قنوات مستقلة متعددة تسمح بإجراء المعالجة الحرارية الفائقة للحرارة الفائقة في وقت واحد على وصلات متعددة أو أشكال هندسية أكثر تعقيدًا.
- طريقة التبريد: تستخدم الوحدات الأصغر حجمًا أحيانًا التبريد بالهواء القسري؛ وغالبًا ما تستخدم الوحدات ذات الطاقة الأعلى دوائر التبريد القائمة على الماء أو الجليكول.
- دورة العمل: يشير إلى قدرة الماكينة على التشغيل المستمر بكامل طاقتها. توفر معظم معدات الحث PWHT التشغيل شبه المستمر (80-100%) إذا تم تبريدها بشكل مناسب.
- الأبعاد والوزن: تختلف هذه على نطاق واسع بناءً على نوع الضميمة (إطار مفتوح، خزانة)، وتكوين التبريد، والإضافات الاختيارية (مثل تخزين الكابلات أو أنظمة التخزين المؤقت المدمجة).
اعتبارات إضافية لمعدات المعالجة الحرارية الفائقة للحرارة والماء والاهتزازات الحثية
- نوع الملف/المحرّض: قد يتم توفير بطانيات مرنة أو كابلات أو لفائف صلبة، اعتمادًا على التطبيق.
- تسجيل البيانات وإعداد التقارير: تتميز العديد من الأنظمة بوجود مسجلات بيانات مدمجة لإمكانية التتبع الدقيق لدرجة الحرارة/الزمن، وهو أمر بالغ الأهمية للامتثال للكود (على سبيل المثال، ASME، AWS).
- مدخلات المزدوجة الحرارية: يدعم عادةً المزدوجات الحرارية المتعددة للمراقبة الدقيقة لمناطق اللحام المختلفة.
- السلامة والإنذارات: يُعد ارتفاع درجة الحرارة الزائد، وانخفاض تدفق سائل التبريد، والكشف عن الأعطال الأرضية من ميزات السلامة القياسية.
للحصول على التفاصيل الدقيقة، يوصى باستشارة الشركة المصنعة أو المورد، الذي سيقوم بتكييف المعلمات (مثل تصميم الملف أو برنامج التحكم أو الميزات المتقدمة) مع إجراءات اللحام ومتطلبات المواد الخاصة بك.
الخاتمة
أنظمة الحث PWHT تمثل تقدمًا كبيرًا في تكنولوجيا المعالجة الحرارية بعد اللحام. وبالاستفادة من قوة الحث الكهرومغناطيسي، فإنها توفر تسخينًا أسرع وأكثر كفاءة وتحكمًا وموحدًا بدرجة عالية مقارنة بالطرق التقليدية. من إنشاء خط أنابيب إلى معقد تصنيع أوعية الضغط، فإن المعالجة الحرارية الحرارية الفائقة PWHT بالحث تعزز سلامة اللحام وتحسن السلامة وتعزز الإنتاجية وتضمن الامتثال للمعايير الصارمة في الصناعة، مما يسهم في نهاية المطاف في موثوقية وسلامة الهياكل الملحومة الحرجة على المدى الطويل.



