
لحام أنابيب الفولاذ المقاوم للصدأ بالنحاس بالحث على قاعدة
الهدف:
اللحام بالنحاس النحاسي بالحث لربط أنبوب من الفولاذ المقاوم للصدأ (OD: 45 مم، ID: 42 مم) بقاعدة معدنية متوافقة. كان الهدف هو تحقيق رابطة قوية وخالية من التسرب مع سلامة عالية للمفصل مناسبة للضغوط الميكانيكية والحرارية. كما هدفت الحالة أيضًا إلى تحسين معلمات اللحام بالنحاس، بما في ذلك الطاقة والتردد وتصميم الملف واختيار معدن الحشو ووقت اللحام بالنحاس، مع الحفاظ على كفاءة التكلفة وتقليل التشوه الحراري.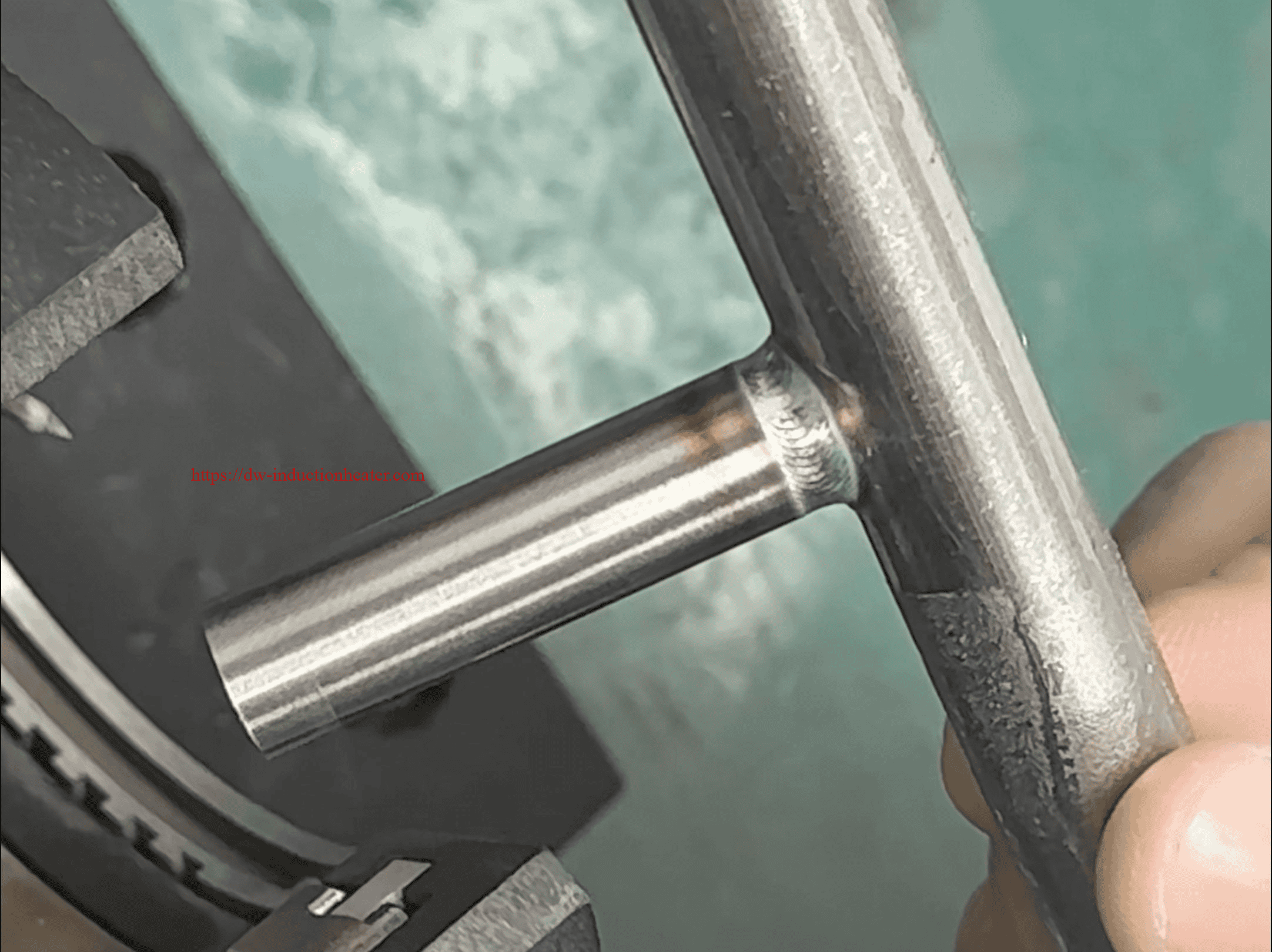
المعدات:
- ماكينة اللحام بالنحاس النحاسي التعريفي
- الطراز: نظام لحام بالنحاس الحثي بقدرة 10 كيلو وات
- نطاق التردد: 300-800 كيلو هرتز
- ملف الحث المخصص
- مصمم خصيصًا لاستيعاب المتطلبات الهندسية ومتطلبات التسخين لأنبوب الفولاذ المقاوم للصدأ ووصلة القاعدة.
- نظام التبريد
- نظام تبريد بالماء لمنع ارتفاع درجة حرارة معدات الحث وتثبيت درجة الحرارة أثناء التشغيل المستمر.
- التركيبات وأدوات تحديد المواقع
- الرقصة والتركيبات لمحاذاة أنبوب الفولاذ المقاوم للصدأ والقاعدة بدقة أثناء اللحام بالنحاس.
المواد:
- أنابيب الفولاذ المقاوم للصدأ
- القطر الخارجي: 45 مم
- القطر الداخلي: 42 مم
- درجة المادة: AISI 304 (تم اختيارها لمقاومتها للتآكل وقوتها الميكانيكية).
- المادة الأساسية
- قاعدة من الفولاذ الطري (الفولاذ الكربوني)، تُستخدم لملاءمتها الاقتصادية وتوافقها مع أنابيب الفولاذ المقاوم للصدأ للحام بالنحاس.
- معدن الحشو
- معدن الحشو: BAg-7 (سبيكة ذات أساس فضي بمحتوى فضي 56% تقريبًا، توفر تدفقًا شعريًا ممتازًا وتوافقًا مع الفولاذ المقاوم للصدأ).
- نطاق الذوبان: 630-660°C.
- التدفق
- النوع: تدفق قائم على الفلورايد؛ يستخدم لإزالة الأكاسيد وتعزيز التصاق الحشو بالقاعدة وأنبوب الفولاذ المقاوم للصدأ.
اختبار اللحام بالنحاس النحاسي:
- اختيار الطاقة والتردد
- A خرج طاقة 7 كيلوواط تم تحديده تجريبيًا على أنه الأمثل لتسخين منطقة الوصلة دون ارتفاع درجة حرارة الأجزاء الأخرى من التجميع.
- إن تم ضبط تردد التشغيل على 400 كيلو هرتز لضمان التسخين الفعال لمادة الفولاذ المقاوم للصدأ مع الملف.
- تصميم الملف الحثي
- تم استخدام ملف حلزوني مزدوج الدوران لتركيز الحرارة على منطقة الوصلة، مما يضمن تسخينًا موحدًا لكل من أنبوب الفولاذ المقاوم للصدأ والقاعدة في وقت واحد.
- صُمم قطر الملف لتوفير فجوة 3-5 مم على جميع جوانب الأنبوب لتوفير اقتران حثي متساوٍ.
- اختبار تموضع المفصل
- تمت محاذاة الأنبوب الفولاذي المقاوم للصدأ (45 مم من العمق الخارجي) بدقة مع القاعدة لضمان وجود فجوة متساوية من 0.1-0.2 مم للعمل الشعري لمادة الحشو.
- التحكم في درجة الحرارة
- يضمن البيرومتر وصول درجة حرارة الوصلة إلى 650 درجة مئوية تقريبًا والحفاظ عليها.
- وقت اللحام بالنحاس
- حددت التجارب وقت اللحام بالنحاس النحاسي الأمثل وهو 10 ثوانٍمما يسمح للمفصل بالوصول إلى عتبة درجة الحرارة المناسبة لذوبان معدن الحشو والالتصاق دون التعرض المفرط للحرارة.
خطوات اللحام بالنحاس النحاسي:
- التحضير
- نظف سطح الأنبوب والقاعدة المصنوعة من الفولاذ المقاوم للصدأ بعناية لإزالة الزيت، والأوساخ، والأكاسيد.
- يطبق التدفق القائم على الفلورايد بشكل موحد على أسطح المفاصل.
- التجميع ووضع التركيبات والتركيبات
- تم وضع أنبوب الفولاذ المقاوم للصدأ في القاعدة، مع وصلة متداخلة لزيادة القوة. ثبتت التركيبات التجميع بثبات أثناء العملية.
- التدفئة بالحث الحثي
- طبقت آلة الحث 7 كيلو وات من الطاقة عند 400 كيلو هرتز. وتم تركيز التسخين الدقيق على المفصل، حيث طوّق الملف الأنبوب والقاعدة.
- استخدام مواد الحشو
- ومع اقتراب درجة الحرارة من 650 درجة مئوية، تم وضع سبيكة الحشو على الوصلة. سحب الفعل الشعري الحشو المنصهر إلى فجوة الوصلة.
- التبريد
- بعد اللحام بالنحاس، تُركت المجموعة لتبرد بشكل طبيعي لتجنب الصدمة الحرارية.
النتائج/الفوائد:
- القوة المشتركة
- خضعت الوصلة الملحومة لاختبار الشد وتجاوزت متطلبات الحمل الميكانيكي بهامش 15%، مما حقق وصلة قوية ومانعة للتسرب ومناسبة للتطبيقات المضغوطة.
- التكامل الحراري
- قللت هذه العملية من التشوه الحراري إلى الحد الأدنى، مما حافظ على دقة أبعاد الأنبوب والقاعدة المصنوعة من الفولاذ المقاوم للصدأ.
- الكفاءة
- اكتملت عملية اللحام بالنحاس في غضون 10 ثوانٍ من وقت التسخينمما يدل على إنتاجية عالية بأقل استهلاك للطاقة.
- تشطيب أنيق
- كانت الوصلة ذات لمسة نهائية نظيفة بسبب التسخين المناسب وتوزيع مواد الحشو والحد الأدنى من بقايا التدفق. كانت عملية التنظيف بعد اللحام بالنحاس في حدها الأدنى.
يوفر التدفئة بالحث الحثي:
- تدفئة دقيقة ومحلية:
يعمل نظام الحث على توصيل الحرارة بشكل مباشر وموحد إلى منطقة الوصلة دون التأثير على الأجزاء المجاورة، مما يقلل من الإجهاد الحراري ويحافظ على خصائص المواد. - التحكم في العمليات:
يضمن التحكّم الدقيق في درجة الحرارة والطاقة والتردد اتساق جودة المفاصل ويسمح بتحسين سيناريوهات الإنتاج المختلفة. - التكرار:
تضمن عملية الحث نتائج متسقة مع الحد الأدنى من التباين بين الوصلات، مما يجعلها موثوقة للغاية للاستخدام الصناعي على نطاق واسع. - كفاءة الطاقة:
يحقق نظام الحث بقدرة 10 كيلو وات كفاءة تسخين عالية، مما يقلل بشكل كبير من استخدام الطاقة مقارنة بطرق اللحام بالنحاس البديلة مثل اللحام بالنحاس في الفرن. - السلامة والنظافة:
قضى التسخين التعريفي على اللهب المكشوف، مما قلل من مخاطر مكان العمل ووفر بيئة عملية أنظف.
تحليل البيانات والإحصاءات:
| المعلمة | القيمة | الملاحظات |
|---|---|---|
| الطاقة | 7 كيلو واط | مُحسَّن لموازنة توزيع الحرارة. |
| التردد | 400 كيلو هرتز | مثالي للفولاذ المقاوم للصدأ والحشو. |
| تصميم اللفائف | ملف حلزوني مزدوج الدوران | يضمن تسخين موحد حول المفصل. |
| وقت اللحام بالنحاس | 10 ثوانٍ | كافية للذوبان والحشو. |
| مادة الحشو | سبيكة الفضة BAg-7 | قوة عالية وتدفق شعري ممتاز. |
| درجة الحرارة المحققة | 650°C | مثالية لصهر مواد الحشو. |
هذا علبة اللحام بالنحاس الحثي أثبتت فعالية ودقة هذه الطريقة في إنشاء وصلات عالية الجودة في تطبيقات الفولاذ المقاوم للصدأ الصعبة. وضمن التحليل التفصيلي والتحسين الأمثل لجميع معايير العملية نجاح عملية اللحام بالنحاس مع زيادة الكفاءة والإنتاجية إلى أقصى حد.