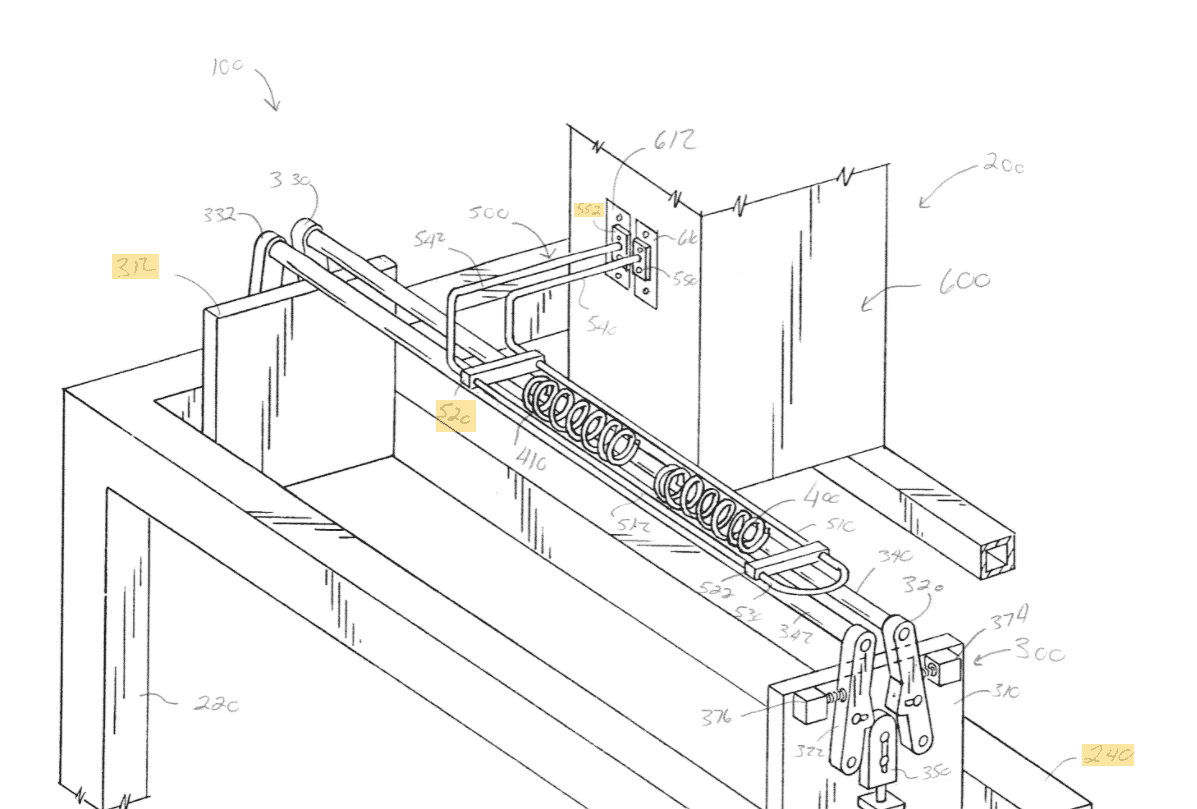
جهاز لـ التصلب التعريفي زنبرك له شكل حلزوني أو خلية نحل. يحتوي الجهاز على نظام دعم دوران ونظام تسخين بالحث. تم تصميم نظام دعم الدوران لدعم الزنبرك أثناء تسخين الزنبرك بواسطة نظام التسخين بالحث. يتم تصميم نظام تسخين بالحث الحثي يحتوي على نظام لفائف حثي يحتوي على نظام لفائف. ويحتوي نظام اللفائف على منطقة متباعدة مصممة لاستقبال الزنبرك وتسخين الزنبرك أثناء دعم الزنبرك على نظام دعم الدوران.
 تُصنع النوابض اللولبية أو النوابض الورقية عن طريق التشوه الحراري لمقاطع الصلب. بسبب خصائص الفولاذ الزنبركي، هناك متطلبات معينة لدرجة حرارة التسخين والوقت أثناء عملية التسخين. باستثناء التسخين المسبق قبل التدحرج إلى لفائف زنبركية أو ضغط التشكيل في نوابض الأوراق، هناك أيضًا طلبات أخرى للمعالجة الحرارية المختلفة، مثل التلدين بسلك قضيب الزنبرك، وتصلب سطح اللوح الفولاذي التعريفي. تتميز HLQ بخصائص التسخين السريع، والإغلاق السريع، والتحكم الدقيق في خرج الطاقة، ونطاقات التردد المتنوعة، فإن مصدر طاقة التدفئة بالحث الحثي مناسب جدًا للتسخين الحراري للتشوه الحراري للصلب الزنبركي، خاصةً في صناعة قطع غيار السيارات التي تتضمن النوابض الورقية أو مصانع تصنيع النوابض الحاملة. صممه المحترفون في HLQ، لدينا أجهزة تسخين بالحث الحثي كلها مجهزة تجهيزًا جيدًا بمزايا توفير الطاقة، وسرعة التشغيل/التوقف، ووقت دورة التشغيل على مدار 24 ساعة، ونقطة طاقة عالية، وأتمتة عالية، وكفاءة عالية، وسهولة الصيانة، وعمر استخدام طويل. لقد تم الاعتراف بسخانات الحث لدينا على نطاق واسع من قبل العملاء في صناعة إنتاج الصلب الزنبركي.
تُصنع النوابض اللولبية أو النوابض الورقية عن طريق التشوه الحراري لمقاطع الصلب. بسبب خصائص الفولاذ الزنبركي، هناك متطلبات معينة لدرجة حرارة التسخين والوقت أثناء عملية التسخين. باستثناء التسخين المسبق قبل التدحرج إلى لفائف زنبركية أو ضغط التشكيل في نوابض الأوراق، هناك أيضًا طلبات أخرى للمعالجة الحرارية المختلفة، مثل التلدين بسلك قضيب الزنبرك، وتصلب سطح اللوح الفولاذي التعريفي. تتميز HLQ بخصائص التسخين السريع، والإغلاق السريع، والتحكم الدقيق في خرج الطاقة، ونطاقات التردد المتنوعة، فإن مصدر طاقة التدفئة بالحث الحثي مناسب جدًا للتسخين الحراري للتشوه الحراري للصلب الزنبركي، خاصةً في صناعة قطع غيار السيارات التي تتضمن النوابض الورقية أو مصانع تصنيع النوابض الحاملة. صممه المحترفون في HLQ، لدينا أجهزة تسخين بالحث الحثي كلها مجهزة تجهيزًا جيدًا بمزايا توفير الطاقة، وسرعة التشغيل/التوقف، ووقت دورة التشغيل على مدار 24 ساعة، ونقطة طاقة عالية، وأتمتة عالية، وكفاءة عالية، وسهولة الصيانة، وعمر استخدام طويل. لقد تم الاعتراف بسخانات الحث لدينا على نطاق واسع من قبل العملاء في صناعة إنتاج الصلب الزنبركي.

عملية التصلب بالحث المعدني هي عملية قياسية تستخدم في تصنيع الزنبرك. وتتكون إحدى عمليات التصلب الشائعة من فرن تقليدي في الغلاف الجوي. عمليات التصلب هذه بطيئة للغاية. يمكن تشكيل الزنبركات من مجموعة متنوعة من المعادن (مثل الفولاذ المقاوم للصدأ، والفولاذ الكربوني، وسبائك الفولاذ، إلخ). عندما يتم تصلب معدن الزنبرك وتقسيته بشكل صحيح، يمكن تحقيق معايير معدنية محددة مثل الصلابة والبنية الدقيقة.
عندما يتم تصلب الزنبرك بواسطة فرن تقليدي في الغلاف الجوي، يتم وضع الزنبرك أولاً في فرن مضبوط على درجة حرارة معينة لفترة زمنية معينة. بعد ذلك، يتم إزالة الزنبرك وإخماده في الزيت أو بعض سوائل التبريد الأخرى. بعد عملية التصلب الأولية هذه، تكون صلابة الزنبرك أعلى من المطلوب بشكل عام. وعلى هذا النحو، يتم إخضاع الزنبرك بشكل عام لعملية تقسية حتى يحصل الزنبرك على الخصائص الفيزيائية المطلوبة. عندما تتم معالجة الزنبرك بشكل صحيح، يتم تغيير بعض التركيب البلوري للصلب إلى مارتينسيت مقسّى مع إذابة الكثير من الكربيدات لتوفير الهيكل الأساسي المطلوب للزنبرك والصلابة السطحية المطلوبة للزنبرك.
عملية أخرى تُستخدم لتقوية الزنبرك هي
التسخين بالحث الحثي. تحدث عملية التسخين بالحث عن طريق إحداث مجال كهرومغناطيسي في مادة موصلة للزنبرك. وتتولد تيارات إيدي داخل المادة الموصلة التي تؤدي مقاومتها إلى تسخين جول. يمكن استخدام التسخين بالحث لتسخين الفولاذ إلى درجة انصهاره إذا لزم الأمر وهو أكثر من كافٍ لتسخين المنتج.
يمكن أن توفر عملية التسخين بالحث وقت دورة تسخين أسرع من التسخين بالأفران الجوية التقليدية، ويمكن لعملية التسخين بالحث أن تبسط مناولة المواد الخاصة بالزنبرك، ويمكن أن تتيح أتمتة مناولة المواد الخاصة بالزنبرك في عملية التصلب. على الرغم من أن التسخين بالحث له العديد من المزايا مقارنة بالأفران الجوية التقليدية، إلا أن التسخين بالحث للزنبرك له مشاكل في تسخين الزنبرك بالتساوي على طول الزنبرك، وارتفاع درجة حرارة أطراف الزنبرك، والحفاظ على
ملف تسخين بالحث الحثي الكفاءة.

 تُصنع النوابض اللولبية أو النوابض الورقية عن طريق التشوه الحراري لمقاطع الصلب. بسبب خصائص الفولاذ الزنبركي، هناك متطلبات معينة لدرجة حرارة التسخين والوقت أثناء عملية التسخين. باستثناء التسخين المسبق قبل التدحرج إلى لفائف زنبركية أو ضغط التشكيل في نوابض الأوراق، هناك أيضًا طلبات أخرى للمعالجة الحرارية المختلفة، مثل التلدين بسلك قضيب الزنبرك، وتصلب سطح اللوح الفولاذي التعريفي. تتميز HLQ بخصائص التسخين السريع، والإغلاق السريع، والتحكم الدقيق في خرج الطاقة، ونطاقات التردد المتنوعة، فإن مصدر طاقة التدفئة بالحث الحثي مناسب جدًا للتسخين الحراري للتشوه الحراري للصلب الزنبركي، خاصةً في صناعة قطع غيار السيارات التي تتضمن النوابض الورقية أو مصانع تصنيع النوابض الحاملة. صممه المحترفون في HLQ، لدينا أجهزة تسخين بالحث الحثي كلها مجهزة تجهيزًا جيدًا بمزايا توفير الطاقة، وسرعة التشغيل/التوقف، ووقت دورة التشغيل على مدار 24 ساعة، ونقطة طاقة عالية، وأتمتة عالية، وكفاءة عالية، وسهولة الصيانة، وعمر استخدام طويل. لقد تم الاعتراف بسخانات الحث لدينا على نطاق واسع من قبل العملاء في صناعة إنتاج الصلب الزنبركي.
تُصنع النوابض اللولبية أو النوابض الورقية عن طريق التشوه الحراري لمقاطع الصلب. بسبب خصائص الفولاذ الزنبركي، هناك متطلبات معينة لدرجة حرارة التسخين والوقت أثناء عملية التسخين. باستثناء التسخين المسبق قبل التدحرج إلى لفائف زنبركية أو ضغط التشكيل في نوابض الأوراق، هناك أيضًا طلبات أخرى للمعالجة الحرارية المختلفة، مثل التلدين بسلك قضيب الزنبرك، وتصلب سطح اللوح الفولاذي التعريفي. تتميز HLQ بخصائص التسخين السريع، والإغلاق السريع، والتحكم الدقيق في خرج الطاقة، ونطاقات التردد المتنوعة، فإن مصدر طاقة التدفئة بالحث الحثي مناسب جدًا للتسخين الحراري للتشوه الحراري للصلب الزنبركي، خاصةً في صناعة قطع غيار السيارات التي تتضمن النوابض الورقية أو مصانع تصنيع النوابض الحاملة. صممه المحترفون في HLQ، لدينا أجهزة تسخين بالحث الحثي كلها مجهزة تجهيزًا جيدًا بمزايا توفير الطاقة، وسرعة التشغيل/التوقف، ووقت دورة التشغيل على مدار 24 ساعة، ونقطة طاقة عالية، وأتمتة عالية، وكفاءة عالية، وسهولة الصيانة، وعمر استخدام طويل. لقد تم الاعتراف بسخانات الحث لدينا على نطاق واسع من قبل العملاء في صناعة إنتاج الصلب الزنبركي.

