感應預熱焊接汽車變速箱
描述
感應預熱焊接汽車變速箱
目標: 預熱外徑 3.6 吋 (91 公釐) 且有三條焊接線的鋼軸至 662 ºF (350 ºC),每條焊接線在五秒內加熱至溫度
![]() 材質: 客戶提供 3.6 吋 (91 mm) 外徑鋼軸
材質: 客戶提供 3.6 吋 (91 mm) 外徑鋼軸
溫度: 662 ºf (350 ºc)
頻率: 121 kHz
設備: DW-HF-45kW 50-150 kHz 感應加熱系統 配備一個遠端加熱站,內含八個串聯平行的 1.0 μF 電容
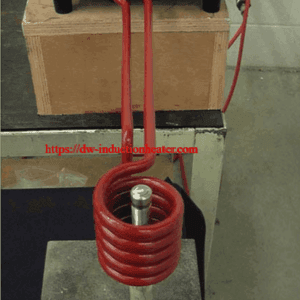
- 單一位置內孔 感應加熱線圈 專為此應用而設計和開發。
 感應預熱製程: 在鋼軸上塗上溫度指示油漆,並在零件上安裝熱電偶。將感應加熱線圈置於鋼軸內,並開啟電源。此方法可根據客戶的要求,在五秒內將焊接線加熱至 662 ºF (350 ºC)。電源供應器可設定在所需加熱時間後關閉 - 在此案例中為五秒。然後,線圈可移至第二條焊接線,以及第三條焊接線。
感應預熱製程: 在鋼軸上塗上溫度指示油漆,並在零件上安裝熱電偶。將感應加熱線圈置於鋼軸內,並開啟電源。此方法可根據客戶的要求,在五秒內將焊接線加熱至 662 ºF (350 ºC)。電源供應器可設定在所需加熱時間後關閉 - 在此案例中為五秒。然後,線圈可移至第二條焊接線,以及第三條焊接線。
結果/效益流程: 由於線圈位於車軸內部,因此不會妨礙車軸,而且可以輕鬆移到下一條焊接線上。
- 速度:感應及所建議的製程可使焊接線在目標範圍內加熱至溫度。
時間
- 免費實驗室測試:這是客戶的新專案,HLQ 實驗室服務要求測試使客戶能夠
測試他們的應用,並設計了一個創新的方法