感應鍛造鋼桿端
描述
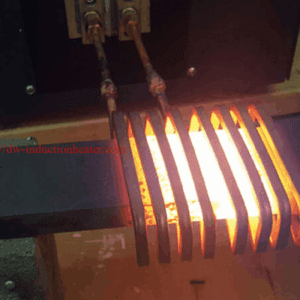
感應加熱機鍛造鋼桿端頭
目標 在進行鍛造作業前,將鋼棒端部加熱至 1800ºF。鋼棒的加工過程包括加熱、在兩部分模具中加壓以鍛造推桿末端,最後在通道盤管中加熱以回火鋼棒並釋放鍛造應力。客戶需要加工不同種類的棒材
直徑在 1/8″ 到 1/2″ 之間。圓棒中心溫度必須高於 1400ºF,而外緣溫度可高達 1900ºF。
材料 直徑從 1/8″ 到 1/2″ 不等的鋼棒
溫度 1800ºF
頻率 50 kHz
設備 DW-HF-45kW 輸出固態感應電源供應器,包括一個遠端加熱站,內含 2 個總容量為 0.5 μF 的電容,以及一個 6 匝 (3 over 3) 螺旋式線圈。
製程 發現 DW-HF-45kW 輸出固態感應電源供應器可達到以下效果:
結果 - 根據光學測溫計的測量,兩種直徑的鋼棒都在 5 秒內達到 1800ºF 的溫度。
- 1/2″ 棒材受限於鋼材的物理特性,需要時間將熱量從棒材外緣傳導至中心,才能將溫度提升至 1400ºF,而不會熔化棒材表面。1/8″ 棒材加熱受到 80 kHz 感應加熱效率的限制。直徑較大的棒材加熱速度逐漸加快,直到達到熱傳導限制。