感應銅管銲接
描述
高頻射頻加熱設備銅管感應銅焊
研究目標
在 45 秒內將惰性氣氛中的銅管組件加熱至 1450°F 進行銅焊,無需助熔劑或酸洗清理。
零件與材料說明
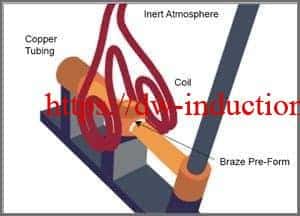
銅管組件、感溫塗料、銅銲預成形
溫度要求
1450°F
感應加熱設備
DW-UHF-10kW 感應加熱電源,遠端加熱站配有兩個 1.25 microfarad 電容(累積電容為 0.625 mfd.)和一個特別設計的感應器(線圈)
操作頻率
400kHz
加熱程序
測試在含有 95% 氬氣和 5% 氫氣混合物的 ABS Mark 2 中進行。特別設計的四圈分離式螺旋感應器用來提供管組件接合區域的最佳加熱效果。在使用裸件和感溫塗料進行初步測試以建立升溫時間和加熱曲線後,在 45 秒內達到 1450°F 的溫度,以熔化銅焊預型件。
總結
成功的結果是在 45 秒內達到 1450°F 的溫度。由於熱量會透過管子組件傳導,因此同一組件的後續接頭所需時間較短。銅管組件的銅焊是一種極佳的應用,適用於 感應加熱.