







感應棒加熱爐 用於鍛造、滾轧和擠壓鋼、銅、黃銅、鋁、鈦及其他材料
描述
用於金屬鍛造、軋延和擠壓應用的感應棒加熱爐
感應棒加熱爐 代表了現代冶金技術的頂峰,為鍛造、軋製和擠壓製程前加熱各種金屬棒材和坯料提供了精確、高效且環保的解決方案。與傳統的燃料爐不同,感應加熱系統利用電磁原理直接在工件內部產生熱量,因此加熱速度更快、能耗更低、溫度均勻性更佳。
本文探討各種金屬感應棒加熱爐的全面技術層面,包括鋼、銅、黃銅、鋁、鈦等。我們將探討不同金屬的基本原理、系統組件、技術參數、操作注意事項和特定應用。
感應加熱的基本原理
感應加熱的運作原理為 電磁感應 和焦耳熱。
- 電磁場: 高頻交流電 (AC) 流經特別設計的感應線圈(電感)。

- 誘導電流: 此電流會在線圈周圍和內部產生強大、快速交替的磁場。當導電金屬棒置於此磁場中時,不斷變化的磁通量會在金屬棒中產生循環電流,稱為渦電流。
- 焦耳加熱: 由於金屬棒的電阻,這些渦流會以熱能的形式耗散能量 (I²R 損失,其中 I 為電流,R 為電阻)。
- 磁滯加熱(適用於磁性材料): 對於鐵磁性材料 (例如鋼) 而言,當其溫度低於居里溫度 (約 770°C) 時,材料內的磁域會抵抗磁場的快速反轉,因此磁滯損耗會產生額外的熱量。

影響感應加熱的主要參數包括
- 頻率:決定加熱的滲透深度
- 功率密度:控制加熱速率
- 材料特性:電阻率和磁導率
- 耦合距離:電感與工件之間的間隙
- 停留時間:暴露於感應場的時間
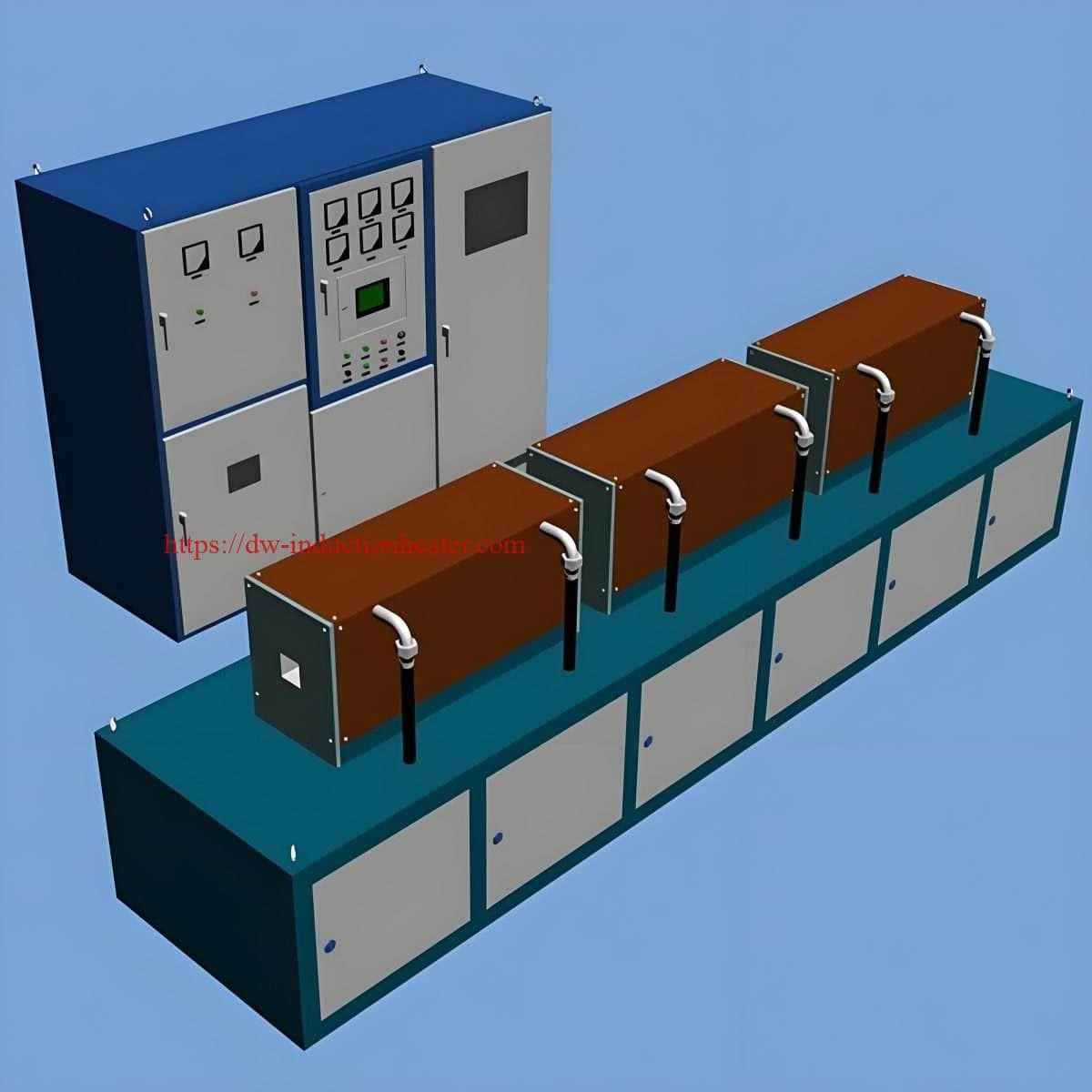
感應棒加熱系統的核心元件
典型的感應棒加熱爐由下列元件組成:
- 電源供應:將標準線頻 (50/60 Hz) 轉換為中頻或高頻 (500 Hz 至 400 kHz)
- 感應線圈:產生電磁場以加熱工件
- 材料處理系統:將棒材送入加熱區
- 冷卻系統:維持元件的操作溫度
- 控制系統:監控和調節加熱參數
- 溫度測量裝置:用於反饋控制的高温计或热电偶
- 保護性氣氛系統:適用於鈦等敏感材料


不同金屬應用的技術參數
鋼棒加熱參數
| 參數 | 低碳鋼 | 中碳鋼 | 高碳鋼 | 合金鋼 |
|---|---|---|---|---|
| 最佳鍛造溫度 (°C) | 1150-1250 | 1100-1200 | 1050-1150 | 1050-1200 |
| 加熱速率 (°C/min) | 300-600 | 250-500 | 200-400 | 200-450 |
| 功率密度 (kW/kg) | 1.0-1.8 | 0.9-1.6 | 0.8-1.4 | 0.8-1.5 |
| 頻率範圍 (kHz) | 0.5-10 | 0.5-10 | 1-10 | 1-10 |
| 典型效率 (%) | 70-85 | 70-85 | 65-80 | 65-80 |
| 氣氛要求 | 空氣/氮氣 | 空氣/氮氣 | 可控氣氛 | 可控氣氛 |
有色金屬棒加熱參數
| 參數 | 銅 | 黃銅 | 鋁合金 | 鈦 |
|---|---|---|---|---|
| 最佳鍛造溫度 (°C) | 750-900 | 650-850 | 400-500 | 900-950 |
| 加熱速率 (°C/min) | 150-300 | 180-350 | 250-450 | 100-200 |
| 功率密度 (kW/kg) | 0.6-1.2 | 0.5-1.0 | 0.4-0.8 | 0.7-1.2 |
| 頻率範圍 (kHz) | 2-10 | 2-10 | 3-15 | 3-15 |
| 典型效率 (%) | 55-70 | 60-75 | 65-80 | 60-75 |
| 氣氛要求 | 惰性/還原 | 惰性/還原 | 空氣/氮氣 | 氬氣/真空 |

系統組態參數 (依桿直徑)
| 棒材直徑 (mm) | 建議頻率 (kHz) | 典型功率範圍 (kW) | 最大吞吐量(公斤/小時) | 溫度均勻性 (±°C) |
|---|---|---|---|---|
| 10-25 | 8-15 | 50-200 | 100-500 | 5-10 |
| 25-50 | 4-8 | 150-400 | 300-1000 | 8-15 |
| 50-100 | 1-4 | 300-800 | 800-2500 | 10-20 |
| 100-200 | 0.5-2 | 600-1500 | 1500-5000 | 15-25 |
| >200 | 0.3-1 | 1000-3000 | 3000-10000 | 20-30 |
熱效率分析
與傳統加熱方法相比,感應加熱具有顯著的效率優勢:
| 加熱方式 | 熱效率 (%) | 能源消耗(千瓦時/噸) | CO₂ 排放量(千克/噸) |
|---|---|---|---|
| 感應加熱 | 70-90 | 350-450 | 175-225 |
| 瓦斯爐 | 20-45 | 800-1100 | 400-550 |
| 燃油爐 | 20-40 | 850-1200 | 600-850 |
| 電阻 | 45-70 | 500-650 | 250-325 |
特定材料的考慮因素和應用
鋼材加工
鋼仍然是最常見的加熱材料。 感應爐.居里點(約 760°C)對加熱過程有重大影響,因為在此溫度以上磁性會發生變化。
對於鋼棒,感應加熱可提供:
- 均質微觀結構的一致通熱
- 水垢形成極少 (0.3-0.8% 材料損失,而傳統爐則為 2-3%)
- 關鍵合金的精確溫度控制
應用範例:汽車曲軸生產需要將直徑 60mm 的合金鋼條加熱至 1180°C,且均勻度達 ±10°C。現代感應系統可在 3kHz 頻率下以 450kW 的功率輸入達到此要求,以 78% 的效率每小時處理 1,200 公斤。
銅和黃銅加工
銅的高導熱性為均勻加熱帶來了挑戰。通常會使用較高的頻率 (3-10 kHz) 來優化集膚效應,並確保均勻的熱量分佈。
銅條擠壓的技術參數:
- 最佳加熱溫度: 750-850°C
- 功率密度:0.8-1.0 kW/kg
- 50mm bar 的加熱時間:2-3 分鐘
- 頻率選擇:4-8 kHz
- 氣氛:氮氣或還原氣氛以防止氧化
鋁加工
鋁的高導電性和低熔點需要小心控制:
鋁棒加熱的關鍵參數:
- 精確的溫度控制 (±5°C) 可避免部分熔化
- 較高頻率 (5-15 kHz) 以克服高導電性
- 典型功率密度:0.4-0.7 kW/kg
- 溫度斜率控制:250-400°C/分鐘
- 自動彈出系統可防止過熱

鈦加工
鈦與氧的反應性需要保護性大氣:
鈦加熱的特殊需求:
- 氬氣保護或真空環境
- 溫度均勻性在 ±8°C 以內
- 典型操作溫度:900-950°C
- 中等功率密度:0.7-1.0 kW/kg
- 強化監控系統,防止熱點
先進的系統設計與控制功能
電源技術
現代感應棒加熱系統採用固態電源供應器,規格如下:
| 電源類型 | 頻率範圍 | 功率因素 | 效率 | 控制精度 |
|---|---|---|---|---|
| IGBT 變頻器 | 0.5-10 kHz | >0.95 | 92-97% | ±1% |
| MOSFET 逆變器 | 5-400 kHz | >0.93 | 90-95% | ±1% |
| SCR 轉換器 | 0.05-3 kHz | >0.90 | 85-92% | ±2% |
溫度控制系統
| 控制方法 | 精確度 | 回應時間 | 應用 |
|---|---|---|---|
| 光學測溫法 | ±5°C | 10-50ms | 表面溫度 |
| 多點式熱電偶 | ±3°C | 100-500ms | 檔案監控 |
| 熱成像 | ±7°C | 30-100ms | 全表面分析 |
| 數學建模 | ±10°C | 即時 | 核心溫度估計 |
能源消耗分析
以下數據代表了酒吧加熱應用的典型能源消耗模式:
| 金屬類型 | 棒材直徑 (mm) | 所需的能源(千瓦時/噸) | CO₂ 減少量與瓦斯比較 (%) |
|---|---|---|---|
| 碳鋼 | 50 | 380-420 | 55-65 |
| 不銹鋼 | 50 | 400-450 | 50-60 |
| 銅 | 50 | 200-250 | 60-70 |
| 鋁合金 | 50 | 160-200 | 65-75 |
| 鈦 | 50 | 450-500 | 45-55 |
個案研究:多金屬加工的最佳化感應系統
專為彈性生產而設計的現代感應棒加熱系統,展現了當前技術的多功能性:
系統規格:
- 功率容量:800 kW
- 頻率範圍:0.5-10 kHz(自動調整)
- 棒材直徑範圍:30-120 mm
- 最大產量:3,000 公斤/小時 (鋼)
- 溫度範圍:400-1300°C
- 氣氛控制:可從氧化到惰性進行調整
- 能量回收系統:15-20% 功率回收
各材料的性能資料:
| 材質 | 棒材尺寸 (mm) | 產量(公斤/小時) | 能源消耗(千瓦時/噸) | 溫度均勻性 (±°C) |
|---|---|---|---|---|
| 碳鋼 | 80 | 2,800 | 390 | 12 |
| 合金鋼 | 80 | 2,600 | 410 | 14 |
| 不銹鋼 | 80 | 2,400 | 430 | 15 |
| 銅 | 80 | 3,200 | 220 | 8 |
| 黃銅 | 80 | 3,000 | 210 | 10 |
| 鋁合金 | 80 | 2,200 | 180 | 7 |
| 鈦 | 80 | 1,800 | 470 | 9 |

未來趨勢與創新
感應棒加熱產業隨著幾個關鍵技術趨勢持續發展:
- 數位雙胞胎技術:預測整個棒材溫度分佈的即時模擬模型
- AI 驅動的自適應性控制:可根據材料變化調整參數的自我優化系統
- 混合式加熱系統:結合感應與傳導加熱,達到能源最佳化使用
- 增強型電力電子:可實現更高效率的寬帶隙半導體(SiC、GaN
- 先進的隔熱技術:奈米陶瓷材料減少熱損15-25%
總結
感應棒加熱爐 是金屬加工應用領域中精密且多用途的技術。精確控制加熱參數、達到極佳的溫度均勻性以及大幅降低能耗的能力,使這些系統成為高價值金屬加工作業的理想選擇。
選擇適當的技術參數 - 頻率、功率密度、加熱時間和氣氛控制 - 必須根據特定材料和應用要求仔細定制。現代系統能提供前所未有的控制、效率和靈活性,讓製造商能以最佳效果處理各種材料。
隨著環保法規的收緊和能源成本的持續上漲,感應加熱技術很可能會在金屬成型工業中得到進一步的應用,特別是對於高價值材料和精密應用而言,質量和一致性是至關重要的。



