
高週波感應接縫焊接管材與管件解決方案
什麼是感應焊接?
 使用感應焊接時,熱量是以電磁方式導入工件中。感應焊接的速度和精確度使其成為管材和管道邊緣焊接的理想選擇。在此過程中,管道會高速通過感應線圈。在此過程中,它們的邊緣會被加熱,然後擠壓在一起形成縱向焊縫。感應焊接特別適合大批量生產。感應焊接機還可配備接觸頭,使其成為兩用焊接系統。
使用感應焊接時,熱量是以電磁方式導入工件中。感應焊接的速度和精確度使其成為管材和管道邊緣焊接的理想選擇。在此過程中,管道會高速通過感應線圈。在此過程中,它們的邊緣會被加熱,然後擠壓在一起形成縱向焊縫。感應焊接特別適合大批量生產。感應焊接機還可配備接觸頭,使其成為兩用焊接系統。
感應接縫焊接有哪些優點?
 自動感應縱焊是一種可靠的高產量製程。的低功耗和高效率。 HLQ 感應焊接系統 降低成本。其可控性和可重複性最大程度地減少了廢料。我們的系統也很靈活 - 自動負載匹配可確保在各種尺寸的管子上都能達到全輸出功率。而且它們體積小,很容易整合或改裝到生產線中。
自動感應縱焊是一種可靠的高產量製程。的低功耗和高效率。 HLQ 感應焊接系統 降低成本。其可控性和可重複性最大程度地減少了廢料。我們的系統也很靈活 - 自動負載匹配可確保在各種尺寸的管子上都能達到全輸出功率。而且它們體積小,很容易整合或改裝到生產線中。
感應接縫焊接用於何處?
感應焊接用於管材和管件行業,用於不銹鋼(磁性和非磁性)、鋁、低碳鋼和高強度低合金 (HSLA) 鋼以及許多其他導電材料的縱向焊接。
 高頻感應接縫焊接
高頻感應接縫焊接
如圖 1-1 所示,在高頻感應管焊接製程中,位於焊接點前方 (上游) 的感應線圈會在開縫管中產生高頻電流。當管子邊緣通過線圈時,管子邊緣會被隔開,形成一個開放的脈絡,其頂點稍微在焊接點的前方。線圈不與管子接觸。
圖 1-1
線圈充當高頻變壓器的原線,而開縫管則充當一圈副線。與一般感應加熱應用一樣,工件中的感應電流路徑傾向於符合感應線圈的形狀。大多數的感應電流會沿著邊緣流動,並擠在帶材上的矢狀開口頂點附近,完成其在成形帶材周圍的路徑。
高頻電流密度在頂點附近的邊緣和頂點本身最高。快速加熱使邊緣到達頂點時已達到焊接溫度。壓力滾輪會將加熱的邊緣壓到一起,完成焊接。
高頻率的焊接電流會使焊接邊緣集中加熱。它還有另一個優點,即總電流中只有極小的一部分會沿著成型帶材的背面流過。除非管子的直徑與彎曲長度相比非常小,否則電流會選擇沿著形成彎曲的管子邊緣的有用路徑。
皮膚效果
高頻焊接製程取決於與高頻電流相關的兩種現象 - 集膚效應 (Skin Effect) 和接近效應 (Proximity Effect)。
集膚效應是高頻電流集中在導體表面的趨勢。
圖 1-3 顯示了在各種形狀的隔離導體中流動的高頻電流。實際上,整個電流都流向表面附近的淺表皮。
近距效應
高頻焊接過程中的第二個重要電氣現象是接近效應。這是高頻電流在一對去/回導體中集中在導體表面最接近彼此的部分的趨勢。圖 1-4 至圖 1-6 展示了圓形和方形導體的截面形狀和間距。
接近效應背後的物理原理取決於圍繞著去/回線導體的磁場比其他地方更集中在兩者之間的狹窄空間 (圖 1-2)。磁力線的空間較小,被擠壓得更靠近。因此,當導體更靠近時,接近效應會更強。對面較寬時,接近效應也較強。
圖 1-2
圖 1-3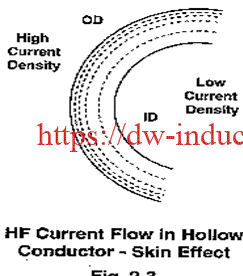
圖 1-6 說明了兩個緊密相連的矩形去/回導體相對傾斜的效果。高頻電流集中在距離最近的角上最大,沿著分歧面逐漸變小。
 圖 1-4
圖 1-4
 圖 1-5
圖 1-5
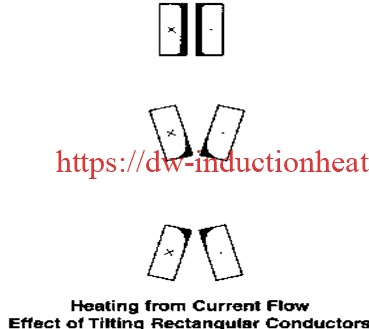 圖 1-6
圖 1-6
機電相互關係
為了獲得最佳的電力條件,必須優化兩個一般區域:
- 首先,要盡一切可能鼓勵盡可能多的總高頻電流流向脈衝中的有用路徑。
- 其次是盡一切可能使 Vee 的邊緣平行,以便從內到外均勻加熱。
目標 (1) 明顯取決於電氣因素,例如焊接接點或線圈的設計和位置,以及安裝在管內的阻流裝置。設計會受軋機上可用的實體空間,以及焊接輥的排列與尺寸所影響。如果要使用心軸進行內側開邊或滾壓,則會影響阻流裝置。此外,目標 (1) 取決於切口尺寸和開口角度。因此,即使(1)基本上是電氣,它也與軋機機械密切相關。
目標 (2) 完全取決於機械因素,例如開放管的形狀和帶材的邊緣狀態。這些因素可能會受到軋延機後段甚至是分條機的影響。
高頻焊接是一種電子機械製程:發電機為邊緣供熱,但擠壓輥實際上是在進行焊接。如果邊緣已達到適當的溫度,但仍有瑕疵焊縫,那麼問題很有可能出在軋機裝置或材料上。
特定機械因素
歸根結柢,在縫隙中發生的事情是最重要的。在此發生的一切都會對焊接品質和速度造成影響(好或壞)。靜脈中需要考慮的一些因素如下:
- 矢長
- 開口程度(vee 角)
- 板帶邊緣開始互相接觸時,在捲銲中心線的前方多遠處。
- Vee 中帶狀邊緣的形狀和狀況
- 板帶邊緣如何相互接合 - 是同時在厚度上接合 - 還是先在外側接合 - 或是在內側接合 - 或是透過毛邊或切口接合
- 矢狀成形帶的形狀
- 所有薄片尺寸(包括長度、開口角度、邊緣高度、邊緣厚度)的恒定性
- 焊接觸點或線圈的位置
- 當帶材的邊緣相接時,帶材邊緣的相對位置
- 擠出多少材料(條狀寬度)
- 管件或管材的尺寸必須超大多少
- 有多少水或磨機冷卻液湧入脈管,以及其衝擊速度
- 冷卻液的清潔度
- 帶材的清潔度
- 存在異物,例如水垢、碎屑、碎片、內含物
- 鋼帶是否來自有邊緣鋼帶或已軋鋼帶
- 無論是在有邊緣鋼材的邊緣焊接,或是從多條切縫的 Skelp 焊接
- 剝離層的品質 - 是否來自層壓鋼材 - 或有過多串連和雜質的鋼材 (「髒」鋼材)
- 板帶材料的硬度和物理特性(影響回彈量和所需的擠壓壓力)
- 研磨速度均勻
- 分條品質
很明顯,在織物中發生的大部分事情都是已經發生過的結果 - 或者是在軋機中發生的,或者甚至是在帶材或脫毛皮進入軋機前發生的。
 圖 1-7
圖 1-7
 圖 1-8
圖 1-8
高頻 Vee
本節的目的是描述 Vee 中的理想條件。研究表明,平行邊緣可使內外側均勻受熱。本節將介紹保持邊緣盡可能平行的其他原因。本節還將討論其他紗網特徵,例如頂點位置、開口角度以及運行時的穩定性。
後面的章節將根據實地經驗提出具體建議,以達到理想的植被條件。
頂點盡可能接近焊接點
圖 2-1 顯示邊緣相接點(即頂點)位於壓縮輥中心線的上游。這是因為焊接時會擠出少量材料。頂點完成了電路,高頻電流從一邊掉頭沿著另一邊返回。
在頂點與壓捲中心線之間的空間中,由於沒有電流流動,因此不會進一步加熱,而且由於熱邊緣與管子其餘部分之間的溫度梯度較高,因此熱量會迅速散去。因此,頂點必須儘可能靠近焊接輥中心線,才能在施壓時保持足夠高的溫度,以達到良好的焊接效果。
當 HF 功率增加一倍時,可達到的速度也會增加一倍以上,這就是快速散熱的原因。更高的功率所帶來的更高轉速使熱量傳走的時間更短。在邊緣電發生的熱量,有更大的部分成為有用的熱量,因此效率增加。
Vee 開口度
讓頂點儘可能接近焊接壓力中心線,推論出縱切面的開口應儘可能寬,但有實際限制。第一個限制是銑床在不產生皺紋或邊緣損壞的情況下保持邊緣張開的物理能力。其次是當兩個邊緣相距較遠時,會減少兩邊之間的接近效應。然而,太小的鋸片開口可能會促進預先翹曲和鋸片過早閉合,造成焊接缺陷。
根據現場經驗,如果在距離銲接輥中心線上游 2.0″ 處的邊緣間距介於 0.080″ (2mm) 與 0.200″ (5mm)之間,且碳鋼的角度介於 2° 與 5° 之間,則一般而言,vee 開口是令人滿意的。對於不鏽鋼與有色金屬而言,較大的角度是可取的。
推薦 Vee 開口
 圖 2-1
圖 2-1
 圖 2-2
圖 2-2
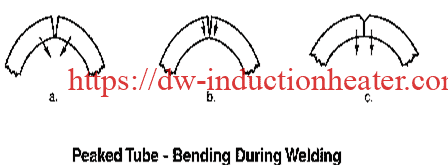 圖 2-3
圖 2-3
平行邊避免雙 Vee
圖 2-2 說明如果內側邊緣先靠在一起,就會出現兩條矢狀線 - 一條在外側,其頂點在 A 處,另一條在內側,其頂點在 B 處。
在圖 2-2 中,高頻電流偏好內側脈線,因為邊緣較靠近。在 B 點與焊接點之間,沒有加熱,邊緣快速冷卻。因此,必須藉由增加功率或降低速度來使管子過熱,才能使焊接點的溫度夠高,以達到令人滿意的焊接效果。由於內側邊緣的加熱溫度會比外側更高,因此情況會更加惡化。
在極端情況下,雙邊緣會造成內部滴水和外部冷焊。如果邊緣是平行的,這一切都可以避免。
平行邊減少內含物
高頻焊接的重要優點之一是在邊緣表面熔化一層薄皮。這可將氧化物和其他不需要的材料擠出,提供乾淨、高品質的焊縫。在平行邊緣的情況下,氧化物會從兩個方向被擠出。沒有任何東西會阻礙它們,而且它們的行程不會超過壁厚的一半。
如果內側邊緣先靠在一起,氧化物就很難被擠出。在圖 2-2 中,頂點 A 與頂點 B 之間有一個槽,它就像一個坩鍋,可容納外來物質。這些物質浮在熔化的鋼材上,靠近熱的內側邊緣。在通過頂點 A 之後的擠壓期間,它無法完全通過較冷的外側邊緣,可能會被困在焊接介面中,形成不想要的夾雜物。
在許多案例中,由於靠近外側的雜質造成的焊接缺陷,可追溯到內側邊緣過早接合(即尖峰管)。答案很簡單,就是改變成形方式,使邊緣平行。不這樣做可能會減損高頻焊接最重要優勢之一的使用。
平行邊減少相對運動
圖 2-3 顯示圖 2-2 中 B 與 A 之間的一系列截面。當尖峰管的內緣第一次相互接觸時,它們會粘在一起(圖 2-3a)。不久之後(圖 2-3b),被黏住的部分會發生彎曲。外邊的角會合起來,就像邊緣在內側鉸接一樣(圖 2-3c)。
與鋁等材料相比,焊接鋼材時壁內部分的這種彎曲傷害較小。鋼材的塑性溫度範圍較廣。防止這類相對運動可改善焊接品質。要做到這一點,就要保持邊緣平行。
平行邊可縮短焊接時間
再次參閱圖 2-3,焊接過程從 B 一直進行到焊接輥中心線。在此中心線處最後施加最大壓力,完成焊接。
相反地,當邊緣平行地靠在一起時,它們至少要到達 A 點才開始接觸,幾乎立即就會施加最大的壓力。平行邊可縮短焊接時間達 2.5 比 1 或更多。
將邊緣並列利用鐵匠一直以來所知道的:趁熱打鐵!
Vee 作為發電機的電負載
在高頻製程中,當按照建議使用阻抗器和接縫導板時,沿著 Vee 邊緣的有用路徑包括放置在高頻發生器上的總負載電路。織物從發電機吸取的電流取決於織物的電阻。此阻抗反過來又取決於脈寬的尺寸。當矢量加長時(觸點或線圈向後移動),阻抗會增加,而電流會減少。此外,減小的電流現在必須加熱更多的金屬(因為脈寬加長),因此需要更大的功率才能使焊接區域恢復到焊接溫度。當壁厚增加時,阻抗會降低,而電流會增加。如果要從高頻發生器擷取全部功率,脈衝的阻抗必須合理地接近設計值。就像燈泡的燈絲一樣,功率取決於阻抗和外加電壓,而非發電站的大小。
因此,基於電氣原因,特別是當需要全 HF 發電機輸出時,矢量尺寸必須符合建議。
成型模具
成形影響焊接品質
如前所述,高頻焊接的成功與否取決於成型部分是否能提供穩定、無裂縫且平行的鋸片邊緣。我們不打算針對每種廠牌和尺寸的軋機建議詳細的模具,但我們確實建議了一些關於一般原則的想法。當了解原因後,剩下的工作對輥子設計者來說就很簡單了。正確的成形模具可改善焊接品質,並讓操作員的工作更輕鬆。
建議邊緣斷開
我們建議使用直邊或修正邊緣斷開。這樣可以在第一或兩次加工中,使管件頂部達到最終半徑。有時,薄壁管會過度成形以允許回彈。最好不要依靠鰭片工序來形成這個半徑。它們無法在不損壞邊緣的情況下進行過度成形,以至於它們無法出來時是平行的。提出此建議的原因是為了讓邊緣在進入焊接輥之前就能平行,也就是在彎曲處。這與通常的 ERW 慣例不同,在 ERW 慣例中,大型圓形電極必須作為大電流接觸裝置,同時作為軋輥以形成向下的邊緣。
邊緣斷裂與中心斷裂
中心斷裂的支持者表示,中心斷裂輥可以處理各種尺寸,從而減少模具庫存並縮短換輥停機時間。對於輥子較大且昂貴的大型軋鋼廠而言,這是一個有效的經濟論點。然而,這一優勢被部分抵消了,因為它們通常需要側輥或在最後一個翅片通過後的一系列平輥,以保持邊緣向下。外徑至少達到 6 或 8 吋時,邊緣斷裂更為有利。
儘管厚壁的頂部分解輥最好使用不同於薄壁的頂部分解輥,但這仍是事實。圖 3-1a 說明為薄壁設計的頂輥在側邊沒有足夠的空間容納較厚的壁。如果您嘗試在較寬的厚度範圍內使用足夠窄的頂輥來滿足最厚的帶材,就會如圖 3-1b 所示,在較薄的一端遇到麻煩。帶材的邊緣將不會被包含,邊緣斷裂將不會完全。這會導致焊縫在焊接輥中從一邊滾到另一邊 - 這對良好的焊接是非常不可取的。
另一種有時會使用但我們不建議用於小型軋鋼廠的方法,就是使用中央有墊片的內襯底輥。在運行薄壁時,會使用較薄的中央墊片和較厚的背面墊片。此方法的輥子設計充其量只是折衷方案。圖 3-1c 顯示了當上輥設計為厚壁,而下輥因取代墊片而變窄以運行薄壁時的情況。板帶在邊緣附近被擠壓,但在中心卻很鬆。這往往會造成軋延不穩定,包括焊接脈向。
另一個論點是邊緣斷裂可能會導致翹曲。如果過渡部分的工具與調整正確,且成型沿著銑床適當分佈,則不會有這種情況。
電腦控制保持架成型技術的最新發展,確保了平坦、平行的邊緣和快速的轉換時間。
根據我們的經驗,使用正確的斷邊方法所付出的額外努力,可以獲得可靠、一致、易於操作、高品質的生產。
相容 Fin Passes
鰭片通過的進度應順利進入之前建議的最後一次鰭片通過形狀。每次翅片加工的工作量應大致相同。這樣可以避免因翅片加工過多而損壞邊緣。
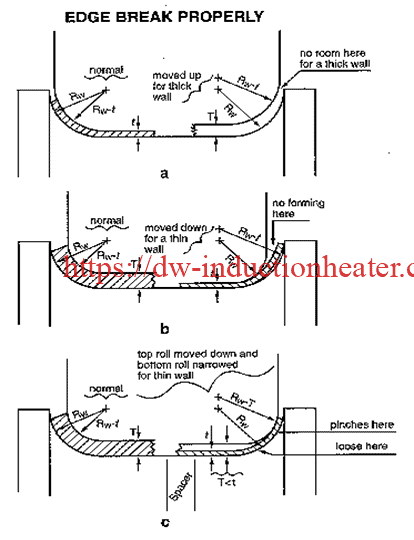 圖 3-1
圖 3-1
焊接輥
焊接輥與最後鰭片輥的相關性
要在斜面上獲得平行的邊緣,需要將最後鰭片通過輥和焊接輥的設計相互關聯。接縫導引輥及任何可能用於此區域的側邊輥僅用於導引。本節將介紹一些焊接輥的設計,這些設計在許多安裝中都有極佳的效果,並介紹與這些焊接輥設計相匹配的最後鰭片通道設計。
在高頻焊接中,焊接輥的唯一功能是以足夠的壓力將受熱的邊緣強迫在一起,以形成良好的焊接。翅片輥的設計應提供完全成型(包括靠近邊緣的半徑)的裙腳,但頂部對焊接輥是開放的。這個開口就像一個完全封閉的管子,由兩半組成,底部以鋼琴鉸鏈連接,頂部則簡單地旋開(圖 4-1)。此翅片輥設計可達到此目的,且底部不會有任何不理想的凹陷。
雙滾筒排列
即使在焊機關閉、邊緣冷卻的情況下,焊接輥也必須能夠以足夠的壓力關閉管子,使邊緣翹起。如圖 4-1 箭頭所示,這需要很大的水平分力。如圖 4-2 所示,獲得這些力的簡單直接方法是使用兩個側輥。
雙滾筒製造相對經濟。在運轉過程中,只有一個螺絲需要調整。它有左右手螺紋,可將兩個輥一起移入和移出。這種安排廣泛用於小直徑和薄壁。雙輥式結構的重要優點在於可使用 THERMATOOL 所開發的扁平橢圓形焊接輥喉管形狀,以確保管子邊緣平行。
在某些情況下,雙輥排列可能容易在管子上產生漩渦痕跡。造成這種情況的常見原因是成形不當,需要輥邊施加高於正常的壓力。高強度材料也可能產生漩渦痕跡,因為高強度材料需要較高的焊接壓力。經常使用拋光輪或研磨機清潔輥邊將有助於減少痕跡。
在移動過程中研磨捲軸,可將過度研磨或咬傷捲軸的可能性降至最低,但在研磨時應格外小心。在發生緊急情況時,務必有人站在 E-Stop 旁邊。
 圖 4-1
圖 4-1
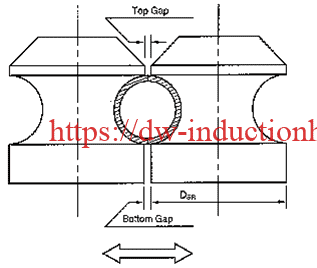 圖 4-2
圖 4-2
三滾筒排列
許多銑床操作者偏好圖 4-3 所示的三輥排列,用於小型管材 (最大約 4-1/2″O.D.)。與兩輥排列相比,其主要優點在於幾乎消除了漩渦痕跡。如有必要,它還提供了校正邊緣套准的調整功能。
三個相距 120 度的捲軸安裝在重型三爪捲軸夾頭的夾板上。它們可以透過夾頭螺絲一起調整進出。夾頭安裝在堅固、可調整的背板上。第一次調整時,三個捲軸會緊閉在一個加工好的塞子上。背板進行垂直和橫向調整,使底輥與銑刀通過高度和銑刀中心線精確對齊。然後牢牢鎖定背板,在下一次更換輥輪之前不需要再進行調整。
固定兩個上輥的夾板安裝在配有調整螺絲的徑向滑塊中。這兩個輥中的任何一個都可以單獨調整。除此之外,還可透過捲軸夾頭共同調整三個捲軸。
雙滾筒 - 滾筒設計
對於外徑小於約 1.0 的管子和雙滾筒箱,建議的形狀如圖 4-4 所示。這是最佳的形狀。它提供最佳的焊接品質和最高的焊接速度。外徑大於約 1.0 時,0.020 的偏移變得不重要,可以省略,每個輥從共同的中心開始研磨。
三卷 - 卷筒設計
三捲焊縫喉管通常磨成圓形,直徑 DW 等於成品管直徑 D 加上定尺余量 a
RW = DW/2
與雙滾筒箱一樣,使用圖 4-5 作為選擇滾筒直徑的指南。頂部間隙應為 .050 或等於要運行的最薄壁,以較大者為準。其他兩個間隙最大應為 0.060,對於非常薄的牆壁,可縮小到 0.020。有關精度的建議與雙滾筒箱相同。
 圖 4-3
圖 4-3
 圖 4-4
圖 4-4
 圖 4-5
圖 4-5
最後一次鰭片通過
設計目標
為最後一次鰭片傳送所建議的形狀是基於多項目標而選擇的:
- 將鋼管呈現給焊接輥,並形成邊緣半徑
- 要有平行的邊緣穿過 vee
- 提供令人滿意的開口
- 與之前推薦的焊接輥設計相容
- 要簡單研磨。
最後鰭片通過形狀
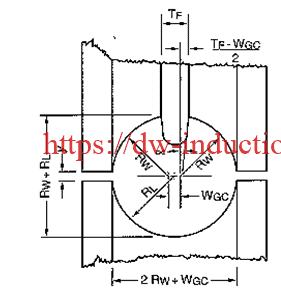
建議的形狀如圖 4-6 所示。底輥從單一中心開始的半徑是固定的。兩個上輥半徑也是固定的。但是,上輥半徑 RW 不等於下輥半徑 RL,而且上半徑的磨削中心向側面偏移了一段距離 WGC。鰭片本身呈錐形角度。
設計標準
尺寸由以下五個標準固定:
- 頂部研磨半徑與焊接輥研磨半徑 RW 相同。
- 周長 GF 大於焊接捲中的周長 GW,其大小等於擠出餘量 S。
- 鰭片厚度 TF 使邊緣間的開口符合圖 2-1 所示。
- 鰭片錐角 a 可使管子邊緣垂直於切線。
- 上下軋輥凸緣之間的空間 y 的選擇是為了容納帶鋼而不產生標記,同時提供一定程度的操作調整。

高頻感應接縫焊接產生器的技術特點:
| 全固態 (MOSFET) 高週波感應焊管機 | ||||||
| 型號 | GPWP-60 | GPWP-100 | GPWP-150 | GPWP-200 | GPWP-250 | GPWP-300 |
| 輸入功率 | 60KW | 100KW | 150KW | 200KW | 250KW | 300KW |
| 輸入電壓 | 3 相,380/400/480V | |||||
| 直流電壓 | 0-250V | |||||
| 直流電流 | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| 頻率 | 200-500KHz | |||||
| 輸出效率 | 85%-95% | |||||
| 功率因素 | 滿載>0.88 | |||||
| 冷卻水壓力 | >0.3MPa | |||||
| 冷卻水流量 | >60L/min | >83L/min | >114L/min | >114L/min | >160L/min | >160L/min |
| 進水溫度 | <35°C | |||||
 真正的全固態 IGBT 功率調整與變流控制技術,採用獨特的 IGBT 軟開關高頻斬波與非晶濾波進行功率調整,高速精準的 IGBT 軟開關變頻控制,實現 100-800KHZ/3 -300KW 的產品應用。
真正的全固態 IGBT 功率調整與變流控制技術,採用獨特的 IGBT 軟開關高頻斬波與非晶濾波進行功率調整,高速精準的 IGBT 軟開關變頻控制,實現 100-800KHZ/3 -300KW 的產品應用。- 採用進口大功率諧振電容,獲得穩定的諧振頻率,有效提高產品品質,實現焊管工藝的穩定性。
- 以高频斩波功率调节技术取代传统的晶闸管功率调节技术,实现微秒级控制,极大地实现了焊管过程功率输出的快速调节和稳定,输出纹波极小,振荡电流稳定。保證了焊縫的平整度和直度。
- 安全性。設備中沒有高頻和萬伏高壓,可有效避免輻射、干擾、放電、打火等現象。
- 它具有很強的抵抗網路電壓波動的能力。
- 它在整個功率範圍內具有很高的功率因數,可有效節省能源。
- 高效節能。本設備從輸入到輸出均採用大功率軟切換技術,將功率損耗降至最低,獲得極高的電氣效率,在全功率範圍內具有極高的功率因數,有效節能,有別於傳統的管式高頻,可達到節能30-40%的節能效果。
- 設備小型化、一體化,大大節省佔用空間。設備不需要降壓變壓器,也不需要工頻大電感進行可控硅調整。小型一體化的結構,為安裝、維護、運輸、調整帶來了方便。
- 200-500KHZ 的頻率範圍可實現鋼管和不銹鋼管材的焊接。


