
高週波感應钎焊鋁管 T 型接頭
目標
感應銅焊多個直列鋁 T 管接頭,每個接頭的銅焊時間少於 10 秒,以及將鋁配件銅焊到 1.25″ (32mm) 的鋁管中。
本申請是關於鋁管組件的銅焊,該組件由兩根平行管子組成,外徑為 1.25″ (32mm),壁厚為 0.08″ (2mm),長度介於 31.4″ (0.8m) 至 86.6″ (2.2m)。這些管子以梯狀與外徑 0.7″(18mm)、壁厚 0.05″(1.5mm)且長度較小的管子連接。小管與小管之間的距離為 1.57″ (40mm)。
此應用程式有兩種接頭需要製作:
接頭 1:「T」型接頭 - 大管與小管之間。
接頭 2:用鋁管接頭銅焊較大的管子兩端的接頭。
要求線圈是靜態的,且整個機械組件具有步進運動,以製作 T 形接頭。之後再製作配合接頭。
在此過程中,較大的管子處於水平位置,而較小的管子則垂直。
我們最初獲得的資訊是銅焊只能從側邊進行。
推薦設備
接頭 1:建議用於接頭 1 的感應銅焊設備是 DW-HF-4 5KW 感應加熱機.通道線圈是
5KW 感應加熱機.通道線圈是
 建議可幫助同時加熱 2 或 3 個接頭,溫度控制可幫助維持適當的溫度以完成接頭。
建議可幫助同時加熱 2 或 3 個接頭,溫度控制可幫助維持適當的溫度以完成接頭。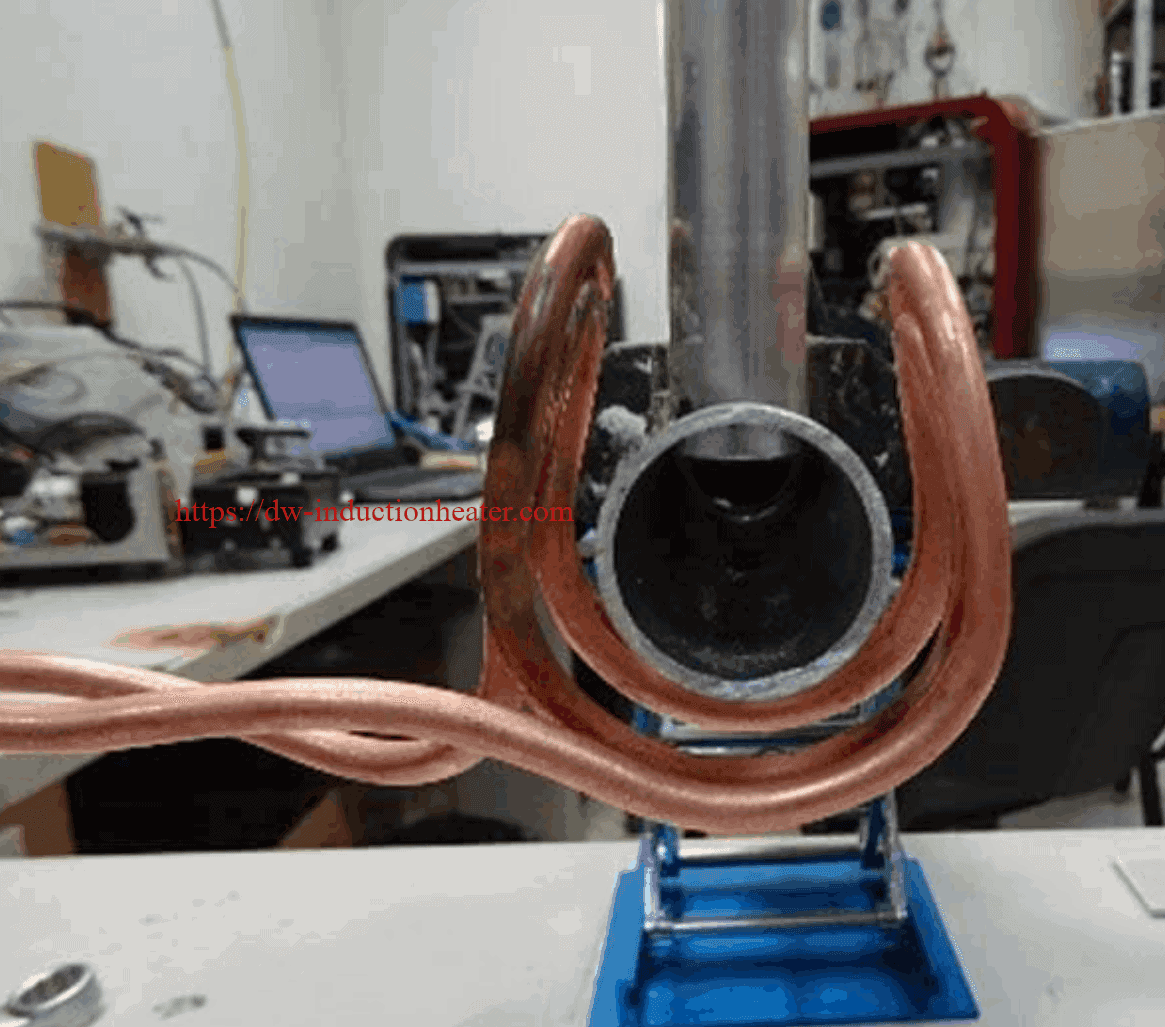

接頭 2: 接頭 2 的建議設備是 DW-HF-15kw 感應加熱機.
材料
鋁管 Ø 1.25″ (32mm) 和 Ø 0.7″(18mm)

 m
m