目標
本應用測試的目的是確定感應焊接銅線連接器至銅同軸電纜的加熱時間。客戶希望以感應焊接取代使用烙鐵的手工焊接。手工焊接可能需要大量的人力,而且焊接出的焊點與操作人員的技術有很大的關係。 感應焊接 允許有限製程控制,並提供一致的結果。
設備
DW-UHF-6KW-III 手持式感應銅焊加熱器
 材料
材料
- 銅製同軸電纜
- 鍍銅連接器
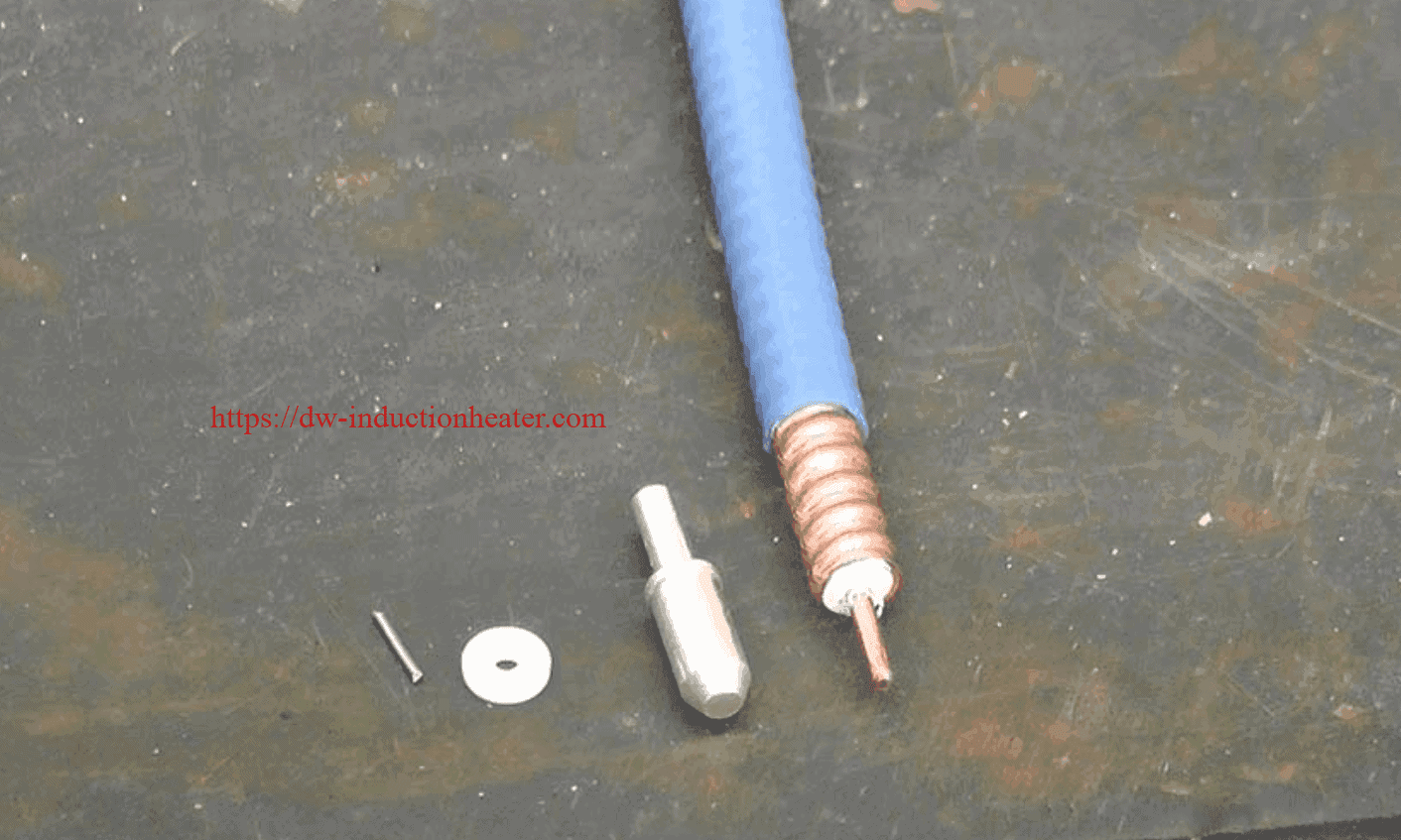
- 銅製子彈形內接頭
- 銅針形內接頭
- 焊線
- 碳鋼
測試 1:將銅製同軸電纜中心導體焊接至彈珠形中心引腳
關鍵參數
溫度:~400°F (204°C)
功率:1.32 千瓦
時間:子彈連接器為 3 秒
測試 2:將銅製同軸電纜中心導體焊接至針形中心引腳
關鍵參數
溫度:~400°F (204°C)
功率:1.32 千瓦
時間:針接頭 1.5 秒
測試 3:將銅同軸電纜焊接到末端連接器(子彈形中心引腳)
關鍵參數
溫度:~400°F (204°C)
功率:1.8 千瓦
時間: 30 秒加熱時間,然後進行 10 秒冷卻循環
測試 4:將銅同軸電纜焊接到末端連接器(針形中心引腳)
關鍵參數
溫度:~400°F (204°C)
時間: 30 秒加熱時間,然後進行 10 秒冷卻循環
 過程:
過程:
對於每種類型的中心針,焊接過程有兩個步驟。首先,將中心引腳(子彈形或針形)焊接到同軸電纜的中心導體上;其次,將帶有引腳的同軸電纜焊接到端接器中
測試 1 和 2:將銅同軸電纜中心導體焊接至連接器中心針腳
- 內部連接器針腳(針腳和子彈遵循相同的流程)被組裝到同軸電纜中心導體上。在中心針的接收端,切割並放置一個焊頭,其長度約為要焊接導線的針腳長度的 1/2。同軸電纜的銅導體被放置在針腳的焊片上,向下輕壓。
- 將組件放入兩圈感應線圈,接通電源。
- 當焊料熔化時,同軸電纜的銅導體會插入中心針。當焊料冷卻時,組件再保持靜止幾秒鐘。注意:在焊點冷卻前保持其不動是很重要的。如果發生移動,可能會造成 「冷 」焊點。
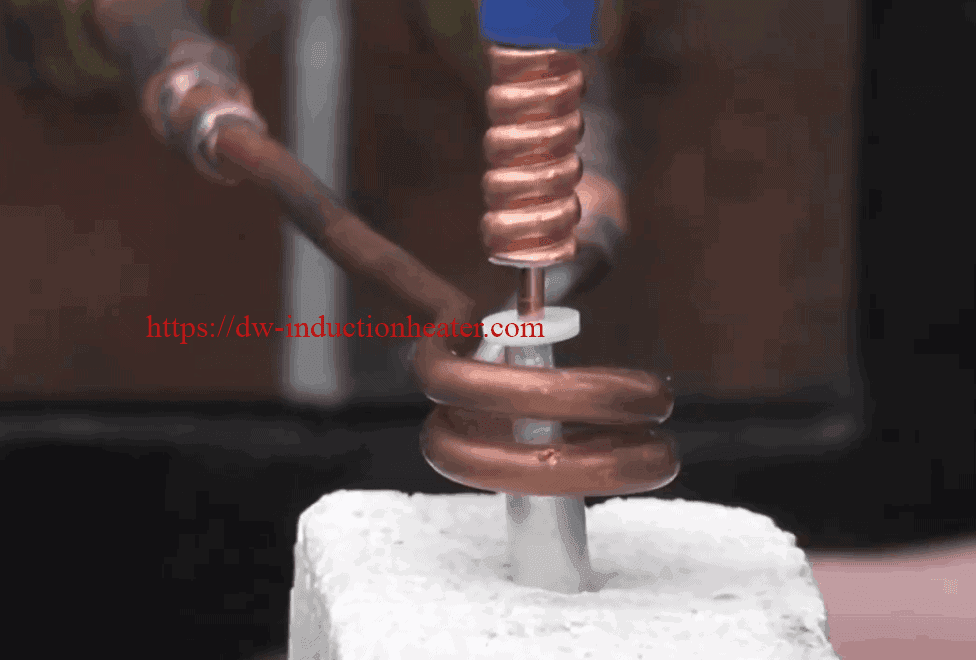
測試 3 和 4:將銅製螺絲型端接器焊接至中心針腳
- 焊線纏繞在同軸電纜的波紋槽上。帶有焊錫的同軸電纜被放入末端連接器中。
- 將組件放入 U 型感應線圈,接通電源。
- 加熱時間 - 任一組件加熱 30 秒,然後保持 10 秒讓合金凝固。
結果/效益:
焊接很成功,證實了感應焊接銅線連接器是手工焊接的絕佳替代方案。
- 精確控制時間和溫度
- 按需供電,快速加熱週期
- 可重複的流程,不依操作者而定
- 安全加熱,無明火
- 節能加熱