Paslanmaz Çeliğin Pirinçle İndüksiyonla Lehimlenmesi
Açıklama
İndüksiyonlu Lehimleme Paslanmaz Çelikten Pirinç, İndüksiyonlu Isıtma Ekipmanı ile Bakır
Araştırma Hedefi
Paslanmaz çelik bir valf yuvasını pirinç bir sıhhi tesisat armatürüne oksijen atmosferinde sert lehimlemek ve montaj güvenilirliğini artırmak.
Parçalar ve Malzemeler Açıklama
Paslanmaz çelik vana, 0,25" ID dişli pirinç tesisat armatürü, siyah flux, sert lehim halkası preformları
Gerekli Sıcaklık
1325°F
İndüksiyonlu Isıtma Ekipmanları
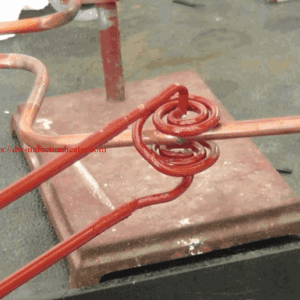
DW-UHF-6kW-III RF indüksiyonlu ısıtma güç kaynağı, iki turlu sarmal indüktör (bobin)
Çalışma Frekansı
300 kHz Isıtma
Prosedür
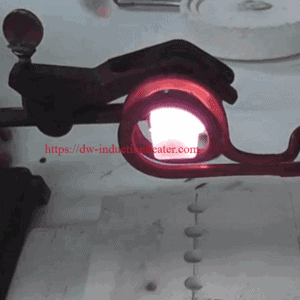
Testler açık hava atmosferinde gerçekleştirilmiştir. Sıhhi tesisat tertibatının bağlantı alanına optimum ısıtma sağlamak için özel olarak tasarlanmış, iki turlu sarmal bir indüktör kullanılmıştır. İlk testler, sıcaklığa ulaşma süresini ve ısıtma profillerini belirlemek için çıplak parçalar ve sıcaklık algılayıcı boyalarla gerçekleştirilmiştir. Daha sonra parçalar .002" ila .003" eklem boşluğu ile yerleştirildi. Sert lehim halkası preformu konumlandırıldı ve düzeneğe siyah akı uygulandı. Sert lehimleme sıcaklığı olan 1325°F'ye ulaşmak için RF güç kaynağı ile 7 saniye boyunca RF ısısı uygulandı. Bu sıcaklıkta sert lehim alaşımı bağlantıya aktı ve güçlü bir bağ oluşturdu.
Sonuç
1325°F'de 7 saniye içinde tutarlı ve tekrarlanabilir sonuçlar elde edildi. Sert lehim iyi aktı. İndüksiyon lehimleme bu tür tüketici ürünleri için ideal olan güçlü, temiz bir bağlantı üretir.