






manyetik indüksiyon ısıtma sistemi
Açıklama
IGBT manyetik indüksiyonlu ısıtma sistemi
Ana özellikleri:
- IGBT modülü ve inverting teknolojileri, daha iyi performans, daha yüksek güvenilirlik ve daha düşük bakım maliyeti;
- 100% görev döngüsü, maksimum güç çıkışında sürekli çalışmaya izin verilir;
- Daha yüksek ısıtma verimliliği elde etmek için sabit akım veya sabit güç durumu buna göre seçilebilir;
- ısıtma gücü ve ısıtma akımı ve salınım frekansı göstergesi;
- Çoklu ekran fonksiyonları, aşırı akım, aşırı voltaj, su arızası, faz arızası ve uygun olmayan delikanlı vb. göstergeler ile makine tahribattan korunabilir ve makineler kolayca onarılabilir.
- Kurulumu basittir, kurulum profesyonel olmayan kişiler tarafından çok kolay bir şekilde yapılabilir, su ve elektrik bağlantısı birkaç dakika içinde tamamlanabilir.

- hafif, küçük boyutlu.
- farklı şekil ve boyutta indüksiyon ısıtma bobini farklı parçaları ısıtmak için kolayca değiştirilebilir.
- Zamanlayıcılı modelin avantajları: Basit bir ısıtma eğrisi gerçekleştirmek için ısıtma periyodu ve tutma periyodunun gücü ve çalışma süresi sırasıyla önceden ayarlanabilir, bu modelin tekrarlanabilirliği artırmak için toplu üretim için kullanılması önerilir.
- Ayrılmış modeller kirli çevreye uyacak şekilde tasarlanmıştır, jeneratör güvenilirliği artırmak için temiz bir alana yerleştirilebilir; Ayrılmış transformatörün küçük boyutu ve hafifliği ile üretim hattında kullanımı uygundur ve makinelerin veya hareketli mekanizmanın içine kolayca monte edilebilir.
| Seri | Model | Giriş gücü Maks. | Giriş akımı Maks | Salınım frekansı | Giriş Gerilimi | Görev döngüsü | |
| M.F. . | DW-MF-15 İndüksiyon Jeneratörü | 15KW | 23A | 1KHz-20KHz Uygulamaya göre | 3faz 380V±10% | 100% | |
| DW-MF-25 İndüksiyon Jeneratörü | 25KW | 36A | |||||
| DW-MF-35İndüksiyon Jeneratörü | 35KW | 51A | |||||
| DW-MF-45 İndüksiyon Jeneratörü | 45KW | 68A | |||||
| DW-MF-70 İndüksiyon Jeneratörü | 70KW | 105A | |||||
| DW-MF-90 İndüksiyon Jeneratörü | 90KW | 135A | |||||
| DW-MF-110 İndüksiyon Jeneratörü | 110KW | 170A | |||||
| DW-MF-160 İndüksiyon Jeneratörü | 160KW | 240A | |||||
| DW-MF-300 İndüksiyon Jeneratörü | 300KW | 400A | |||||
| DW-MF-45 İndüksiyonlu Isıtma Çubuğu Dövme Fırını | 45KW | 68A | 1KHz-20KHz | 3faz 380V±10% | 100% | ||
| DW-MF-70 İndüksiyonlu Isıtma Çubuğu Dövme Fırını | 70KW | 105A | |||||
| DW-MF-90 İndüksiyonlu Isıtma Çubuğu Dövme Fırını | 90KW | 135A | |||||
| DW-MF-110 İndüksiyonlu Isıtma Çubuğu Dövme Fırını | 110KW | 170A | |||||
| DW-MF-160 İndüksiyonlu Isıtma Çubuğu Dövme Fırını | 160KW | 240A | |||||
| DW-MF-15 İndüksiyon Ergitme Fırını | 15KW | 23A | 1K-20KHz | 3faz 380V±10% | 100% | ||
| DW-MF-25 İndüksiyon Ergitme Ocağı | 25KW | 36A | |||||
| DW-MF-35 İndüksiyon Ergitme Ocağı | 35KW | 51A | |||||
| DW-MF-45 İndüksiyon Ergitme Fırını | 45KW | 68A | |||||
| DW-MF-70 İndüksiyon Ergitme Ocağı | 70KW | 105A | |||||
| DW-MF-90 İndüksiyon Ergitme Ocağı | 90KW | 135A | |||||
| DW-MF-110 İndüksiyon Ergitme Fırını | 110KW | 170A | |||||
| DW-MF-160 İndüksiyonlu Ergitme Fırını | 160KW | 240A | |||||
| DW-MF-110 İndüksiyonla Sertleştirme Ekipmanı | 110KW | 170A | 1K-8KHz | 3faz 380V±10% | 100% | ||
| DW-MF-160İndüksiyonla Sertleştirme Ekipmanı | 160KW | 240A | |||||
| H.F . | DW-HF-15 Serisi | DW-HF-15KW | 15KVA | 32A | 30-100KHz | Tek faz 220V | 80% |
| DW-HF-25 Serisi | DW-HF-25KW-A | 25KVA | 23A | 20K-80KHz | 3faz 380V±10% | 100% | |
| DW-HF-25KW-B | |||||||
| DW-HF-35 Serisi | DW-HF-35KW-B | 35KVA | 51A | ||||
| DW-HF-45 Serisi | DW-HF-45KW-B | 45KVA | 68A | ||||
| DW-HF-60 Serisi | DW-HF-60KW-B | 60KVA | 105A | ||||
| DW-HF-80 Serisi | DW-HF-80KW-B | 80KVA | 130A | ||||
| DW-HF-90 Serisi | DW-HF-90KW-B | 90KVA | 160A | ||||
| DW-HF-120 Serisi | DW-HF-120KW-B | 120KVA | 200A | ||||
| DW-HF-160 Serisi | DW-HF-160KW-B | 160KVA | 260A | ||||
| U.H . F .
| DW-UHF-4.5KW | 4.5KW | 20A | 1.1-2.0MHz | Tek faz220V ±10% | 100% | |
| DW-UHF-6.0KW | 6.0KW | 28A | |||||
| DW-UHF-10KW | 10KW | 15A | 100-500KHz | 3faz 380V±10% | 100% | ||
| DW-UHF-20KW | 20KW | 30A | 50-250KHz | ||||
| DW-UHF-30KW | 30KW | 45A | 50-200KHz | ||||
| DW-UHF-40KW | 40KW | 60A | 50-200KHz | ||||
| DW-UHF-60KW | 60KW | 90A | 50-150KHz | ||||
Uygulamalar
1. Isıtma (sıcak dövme, sıcak montaj ve eritme)
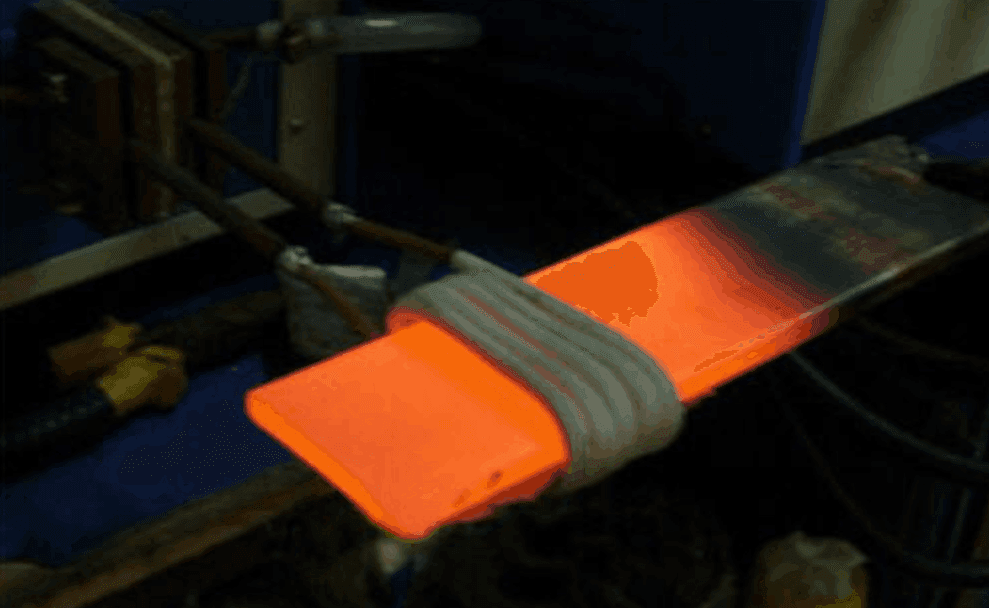
İndüksiyon Sıcak Dövme Belirli sıcaklıktaki (farklı malzemeler farklı sıcaklıklar gerektirir) iş parçalarını, zımba presi, dövme makinesi veya diğer ekipmanlar yardımıyla dövme presi aracılığıyla başka şekillere dönüştürmeyi amaçlar, örneğin saat kasası, saat flanşı, tutamak, kalıp aksesuarı, mutfak ve masa gereçleri, sanat gereçleri, standart parça, bağlantı elemanı, fabrikasyon mekanik parça, bronz kilit, perçin, çelik pim ve pimin sıcak ekstrüzyonu.
Sıcak bağlantı, sıcak genleşme veya sıcak eritme prensibine dayalı ısıtma yoluyla farklı metallerin veya metallerin ametallerle bağlantısını ifade eder, örneğin, bilgisayar radyatörünün bakır çekirdeğinin alüminyum levha ve hoparlör ağı ile gömülü kaynağı, çelik ve plastik boru bileşiği, alüminyum folyo sızdırmazlığı (diş macunu kabuğu), motor rotoru ve boru şeklindeki elektrikli ısıtma elemanının sızdırmazlığı.
Eritme, esas olarak demir, çelik, bakır, alüminyum, çinko ve çeşitli soy metallerin eritilmesinde uygulanabilen yüksek sıcaklık kullanılarak metalin eritilerek sıvı hale getirilmesini amaçlar.
2. Isıl İşlem (yüzey söndürme)
Pense, anahtar, çekiç, balta, vidalama aletleri ve makas (meyve bahçesi makası) gibi çeşitli donanım ve aletler için su verme.
Krank mili, biyel kolu, piston pimi, zincir çarkı, alüminyum tekerlek, valf, kaya kolu mili, yarı tahrik mili, küçük mil ve çatal gibi çeşitli otomobil ve motosiklet bağlantı parçaları için söndürme Dişli ve eksenler gibi çeşitli elektrikli aletler.
Torna güvertesi ve kılavuz rayı gibi takım tezgahları için su verme.
Çeşitli donanım metal parçaları ve şaft, dişli (zincir çarkı), kam, ayna ve kelepçe gibi işlenmiş parçalar için su verme.
Küçük boyutlu kalıp, kalıp aksesuarı ve kalıbın iç deliği gibi donanım kalıpları için su verme.
3. Kaynak (sert lehim kaynağı, gümüş lehimleme ve sert lehimleme)
Elmas alet, aşındırıcı alet, delme aleti, alaşımlı testere bıçağı, sert alaşımlı kesici, freze bıçağı, rayba, planlama aleti ve katı merkez ucu gibi çeşitli donanım kesme aletlerinin kaynağı.
Çeşitli donanım mekanik aletlerinin kaynağı: Gümüş lehimleme ve indüksiyon lehimleme donanım tuvalet ve mutfak ürünleri, soğutma bakır armatürü, lamba dekorasyon armatürü, hassas kalıp armatürü, donanım kolu, yumurta çırpıcı, alaşımlı çelik ve çelik, çelik ve bakır ile bakır ve bakır gibi aynı çeşit veya farklı çeşitlerde metaller.
Bileşik pota dibi kaynağı esas olarak dairesel, kare ve diğer düzensiz düz pota diplerinin sert lehim kaynağı için geçerlidir. Diğer metallerin düz sert lehim kaynağına da uygulanabilir.
Elektrikli sıcak su ısıtıcısının ısıtma diskinin kaynağı, esas olarak paslanmaz çelik düz taban, alüminyum levha ve çeşitli formlardaki boru şeklindeki elektrikli ısıtma elemanlarının sert lehim kaynağını ifade eder.
3. Tavlama (temperleme ve modülasyon)
Paslanmaz çelik leğen, tavlanmış ve ekstrüde kutu, tavlanmış katlanmış kenar, tavlanmış lavabo, paslanmaz çelik boru, sofra takımı ve bardak gibi çeşitli paslanmaz çelik ürünlerin tavlanması.
Golf topu kafası, ıstaka, pirinç kilit, donanım bakır bağlantı parçası, mutfak bıçağı sapı, bıçak, alüminyum tava, alüminyum kova, alüminyum radyatör ve çeşitli alüminyum ürünler gibi diğer çeşitli metal iş parçalarının tavlanması.
İndüksiyonla Isıtma Prensibi
Frekans dönüşümü elektromanyetik indüksiyon ısıtma veya kısaca indüksiyonla ısıtma, elektromanyetik indüksiyon prensibine dayalı olarak güç frekansı güç kaynağını belirli bir aralığa dönüştürerek metal malzemeleri ısıtmak için kullanılan bir yöntemdir. Esas olarak metal sıcak işleme, ısıl işlem, kaynak ve eritme için uygulanabilir. Bu tür ısıtma tekniği aynı zamanda ambalaj endüstrisine (tıp ve gıda endüstrisinde kullanılan alüminyum folyonun sızdırmazlığı gibi), yarı iletken malzemeye (ekstrüde monokristal silikon ve otomobil camı için ısıtılmış yapıştırma metal parçaları gibi) de uygulanabilir. 
İndüksiyonlu ısıtma sisteminin temelleri indüksiyon bobini, AC güç kaynağı ve iş parçalarını içerir. İndüksiyon bobini, farklı ısıtılmış nesnelere göre farklı şekillerde üretilebilir. Bobin, bobin için alternatif akım sağlayan güç kaynağına bağlanır. Bobin tarafından sahip olunan alternatif akım, ısıtmanın gerektirdiği şekilde girdap akışı üretmek için iş parçalarından geçen alternatif bir manyetik alan oluşturabilir.
Manetik indüksiyonlu ısıtma sisteminin avantajları
- Hızlı ısıtma: minimum ısıtma hızı 1 saniyeden azdır (ısıtma hızı ayarlama ve kontrol için kullanılabilir).
- Geniş ısıtma kapsamıÇeşitli metal parçaları ısıtmak için kullanılabilir (farklı çalışma anahtarlarına göre çıkarılabilir indüksiyon bobinini değiştirin).
- Kolay kurulumGüç kaynağı, indüksiyon bobini, su besleme borusu ve yükselen boru ile bağlandıktan sonra kullanılabilir; boyut olarak küçük ve hafiftir.
- Kolay kullanım: birkaç dakika içinde çalıştırmayı öğrenebilirsiniz.
- Hızlı başlangıç: Su ve güç kaynağının mevcut olması koşuluyla ısıtma işlemini gerçekleştirmek için başlatılabilir.
- Düşük güç tüketimi: Geleneksel vakum tüplü yüksek frekans ekipmanları ile karşılaştırıldığında, yaklaşık 70% güç tasarrufu sağlayabilir. İş parçasının boyutu ne kadar küçük olursa, güç tüketimi de o kadar düşük olur.
- Yüksek etkinlik:Eşit ısıtma (iş parçasının her bir parçasının gerektirdiği uygun sıcaklığı sağlamak için indüksiyon bobininin aralığını ayarlamak mümkündür), hızlı ısınma ve sınırlı oksik ufuk gibi özelliklere sahiptir ve tavlamadan sonra herhangi bir atığa karşı koruma sağlayabilir.
- Kapsamlı koruma:Otomatik kontrol ve korumanın yanı sıra aşırı basınç, aşırı akım, aşırı ısınma ve su eksikliği alarm göstergeleri gibi işlevlere sahiptir.
- Kontrol edilebilir sıcaklıkİş parçalarını ısıtmak için sıcaklığı önceden ayarlanmış ısıtma süresine göre kontrol etmek ve böylece ısıtma sıcaklığını belirli bir teknik noktada kontrol etmek için uygulanabilir.
- Kapsamlı tam yük tasarımı: 24 saat boyunca sürekli çalışabilir.
- Küçük boyut ve hafiflik: Sadece birkaç düzine kilogram ağırlığa sahiptir ve sınırlı zemin alanı atölye alanından etkili bir şekilde tasarruf sağlayabilir.
- Yüksek voltajın ortadan kaldırılmasıYaklaşık on bin voltaj üretebilen yükseltici transformatör gerektirmez ve böylece maksimum güvenlik sağlayabilir.




