İndüksiyonla Sertleştirilmiş Çelik Kam Tertibatı
Açıklama
İndüksiyonla Sertleştirilmiş Çelik Kam Tertibatı

Amaç : İndüksiyonla sertleştirme ¼" kalınlığındaki çelik kam tertibatlarının çevresi
Malzeme: ¼" kalınlığında farklı geometrilerde çelik kam tertibatları
Sıcaklık : 1650 ºF (900 °C)
Frekans : 177 kHz
Ekipman

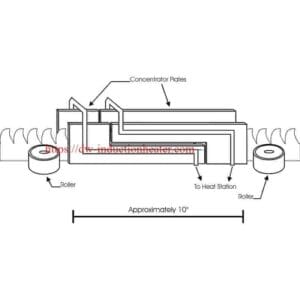
DW-UHF-10kW indüksiyon ısıtma sistemiBir adet 1.0µF kapasitör ve bu uygulama için özel olarak tasarlanmış ve geliştirilmiş bir indüksiyon ısıtma bobini içeren bir uzak ısı istasyonu ile donatılmıştır
Süreç
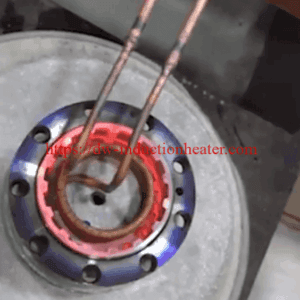
Kamları ısıtmak için iki turlu sarmal bir bobin kullanılır. Isı süresi 120-150 saniye arasında değişir. Isıtma işleminden sonra parçalar suda söndürülür.
 Sonuçlar/Faydalar
Sonuçlar/Faydalar
İndüksiyonla Sertleştirme kam dış yüzeylerinin indüksiyonla sonuçlanması:
- eşit sonuçlar için eşit ısıtma
- bir bobin birçok geometri için kullanılabilir
- parçadan parçaya tutarlı sonuçlar
Çok başarılı binlerce insan var indüksiyon sertleştirme makineleri çeşitli endüstri segmentlerine tedarik edilen milyonlarca parça üretmektedir. Rutin olarak indüksiyonla sertleştirme (IH) işlemine tabi tutulan parçalar arasında eksantrik milleri, krank milleri, dişliler, zincir dişlileri, şanzıman milleri, bilyalı saplamalar, pimler, dişli raflar, tekerlek milleri, yatak yuvaları, bağlantı elemanları, çalışma aletleri, hafriyat makineleri için palet pabuçları gibi parçalar yer almaktadır - liste aslında sonsuzdur. Örnek olarak, Şekil rutin olarak indüksiyonla sertleştirilen küçük bir dizi geometriyi göstermektedir.