İndüksiyon Dövme Çelik Şerit
Açıklama
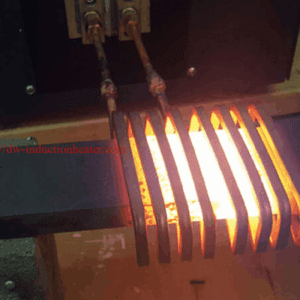
İndüksiyonlu Isıtma Sistemli İndüksiyon Dövme Çelik Şerit
Amaç At nalı üretimi için dövme işleminden önce bir 1025 çelik şeridi 1800 ºF'ye ısıtmak. Halihazırda işlenmemiş parçalar kesilmekte, gazlı fırında ısıtılmakta ve ardından preste dövülmektedir. Bir indüksiyon bobini yerleştirildiğinde, çelik bir rulodan indüksiyon bobinine ve dövme presine sürekli olarak beslenecektir. Artan üretim hızını karşılamak için 13 inçlik çelik bölümün ısıtılması 10 saniye içinde gerçekleşmelidir.
Malzeme 1025 Çelik şerit yaklaşık 3/4 ″ genişliğinde ve 1/4 ″ kalınlığında.
Sıcaklık 1800 ºF
Frekans 50kHz
Ekipman DW-HF-60kW çıkışlı katı hal indüksiyon güç kaynağı, toplam 0,5 μF kapasitansa sahip bir ısı istasyonu içerir.
Süreç Ameritherm 40 kW çıkışlı katı hal indüksiyon güç kaynağının aşağıdaki sonuçları verimli bir şekilde elde ettiği görülmüştür: Sonuçlar - 1800 ºF sıcaklığa 10 saniye içinde ulaşıldı.
- Her 5-10 saniyede 1 parça üretim hızına ulaşıldı.
- Yukarıdaki sonuçlar, 1 1/2″ ID ve 11 1/2″ OAL ölçülerinde 39 tur sarmal tarzda bir çalışma bobini kullanılarak elde edilmiştir.