
İndüksiyonla Sert Lehimleme Paslanmaz Çelik Aletler
Açıklama
RF Isıtma Ekipmanları ile İndüksiyonlu Lehimleme Paslanmaz Çelik Aletler
Araştırma Hedefi
İndüksiyonlu ısıtma ile bir dental prophy jet tertibatındaki üç eklemi sert lehimlemek; verim tutarlılığını artırmak ve döngü süresini azaltmak.
Parçalar ve Malzemeler Açıklama
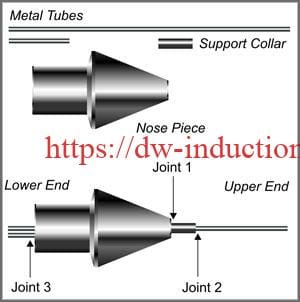
Paslanmaz çelik profil burun parçası, iki tüp, tüp destek bileziği, sert lehim alaşımlı halkalar, B1 flaks
Gerekli Sıcaklık
1400°F
İndüksiyonlu Isıtma Ekipmanları
DW-UHF-4.5kW RF İndüksiyonlu Isıtma Güç Kaynağı, özel olarak tasarlanmış indüktör (bobin)
Çalışma Frekansı
400 kHz
Isıtma Prosedürü
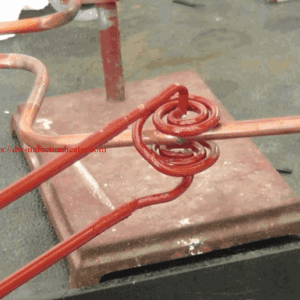
Sıcaklık ve ısıtma profillerini belirlemek için ilk testler yapıldı. İki aşamalı bir işlemin optimum sonuçlar vereceği belirlendi. Bu uygulama için özel olarak tasarlanmış dört turlu, çift sarımlı sarmal bir indüktör, bağlantı alanlarına eşit ısı sağlamak için kullanıldı. İki tüp, tüp destek bileziği ve burun parçası monte edildi ve geçici sabitleme ile yerinde tutuldu. Sert lehim alaşım halkaları yerlerine yerleştirildi ve tüm düzeneğe ince bir kat B1 flaks uygulandı. Isıtma işleminin ilk aşamasında, montajın üst boru ucu ısıtma bölgesine yerleştirildi ve 10 saniye boyunca indüksiyon gücü sağlandı. İkinci aşamada, tertibat ters çevrildi ve tertibatın alt ucu 10 saniye daha ısıtıldı. Daha sonra tertibat çıkarıldı, akıyı gidermek için sıcak suda yıkandı ve sıcak hava ile kurutuldu.
Sonuç
DW-UHF-4.5kW güç kaynağı ve 10 saniyelik ısı döngüleri ile tutarlı, tekrarlanabilir sonuçlar elde edildi. Her sert lehim bağlantısı eşit bir fileto ile kapatıldı