İndüksiyon Tavlama Şaft Ucu
Açıklama
Yüksek Frekanslı İndüksiyonlu Isıtma Sistemi ile İndüksiyon Tavlama Şaft Ucu
Amaç Çelik bir hidrolik motor milinin ucunun işlenmeden önce tavlanması
Malzeme .75" (19mm) çapında çelik çubuk, 6" (152,4mm) uzunluğunda ve ucunda bir kama yuvası vardır
Sıcaklık 1350 ºF (732 ºC)
Frekans 300 kHz
Ekipman -DW-UHF-10 kW indüksiyonlu ısıtma sistemi, bir adet 1,0 μF kapasitör içeren uzak çalışma kafası ile donatılmıştır
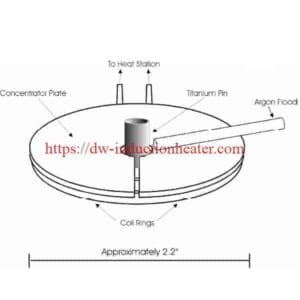
- Bu uygulama için özel olarak tasarlanmış ve geliştirilmiş bir indüksiyon ısıtma bobini.
İşlem Motor milini tavlamak için üç turlu bir sarmal bobin kullanılır.
Motor milinin ucu bobine yerleştirilir ve 1350 ºF (732 ºC) sıcaklığa ulaşmak ve çeliği kızgın hale getirmek için 20 saniye boyunca güç uygulanır
Sonuçlar/Faydalar İndüksiyonla ısıtma sağlar:
- Yüksek verimlilik, düşük enerji maliyeti
- Sadece gerekli alanı tavlamak için hassas ve kontrol edilebilir ısı yerleşimi
- Daha hızlı üretim süreci
- Tutarlı sonuçlar