
İndüksiyonla Sertleştirme Yüzey İşlemi Uygulamaları
İndüksiyonla sertleştirme nedir?
İndüksiyonla sertleştirme yeterli karbon içeriğine sahip bir metal parçanın indüksiyon alanında ısıtıldığı ve ardından hızla soğutulduğu bir ısıl işlem şeklidir. Bu, parçanın hem sertliğini hem de kırılganlığını artırır. İndüksiyonla ısıtma, önceden belirlenmiş bir sıcaklığa kadar lokalize ısıtma yapmanıza ve sertleştirme sürecini hassas bir şekilde kontrol etmenize olanak tanır. Böylece proses tekrarlanabilirliği garanti edilir. Genellikle indüksiyonla sertleştirme, mekanik özelliklerini korurken aynı zamanda büyük yüzey aşınma direncine sahip olması gereken metal parçalara uygulanır. İndüksiyonla sertleştirme işlemi gerçekleştirildikten sonra, yüzey tabakasının belirli özelliklerini elde etmek için metal iş parçasının su, yağ veya havada söndürülmesi gerekir.

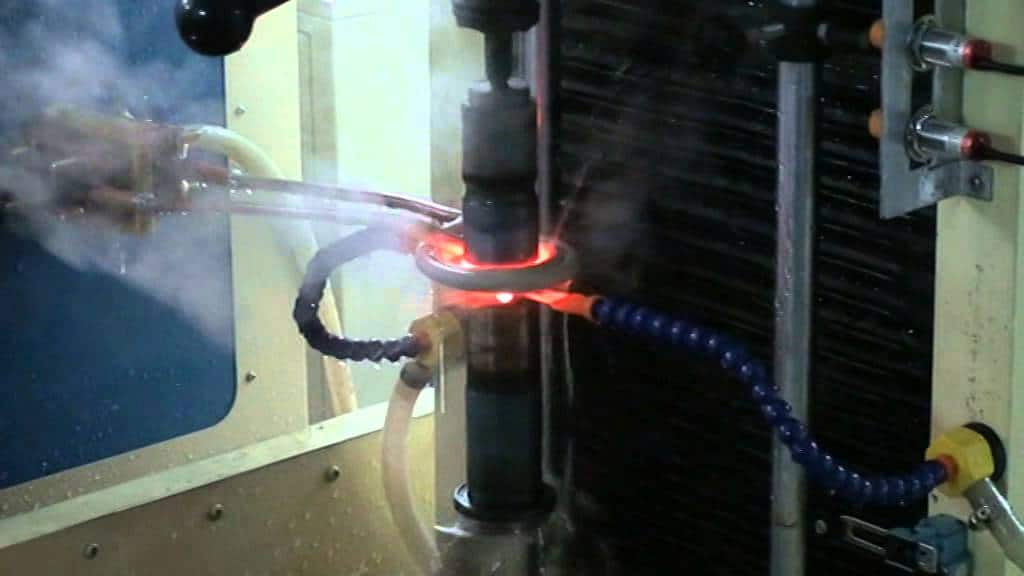
İndüksiyonla sertleştirme metal bir parçanın yüzeyini hızlı ve seçici bir şekilde sertleştirme yöntemidir. Önemli düzeyde alternatif akım taşıyan bir bakır bobin parçanın yakınına (dokunmadan) yerleştirilir. Girdap akımı ve histerezis kayıpları nedeniyle yüzeyde ve yüzey yakınında ısı üretilir. Genellikle polimer gibi bir katkı ile su bazlı olan söndürme, parçaya yönlendirilir veya parçaya daldırılır. Bu, yapıyı önceki yapıdan çok daha sert olan martensite dönüştürür.
Popüler, modern bir indüksiyon sertleştirme ekipmanı türü tarayıcı olarak adlandırılır. Parça merkezler arasında tutulur, döndürülür ve hem ısı hem de su verme sağlayan aşamalı bir bobinden geçirilir. Su verme işlemi bobinin altına yönlendirilir, böylece parçanın herhangi bir alanı ısıtmanın hemen ardından hızla soğutulur. Güç seviyesi, bekleme süresi, tarama (ilerleme) hızı ve diğer proses değişkenleri bir bilgisayar tarafından hassas bir şekilde kontrol edilir.
Sertleştirilmiş bir yüzey tabakası oluşturarak aşınma direncini, yüzey sertliğini ve yorulma ömrünü artırmak için kullanılan sementasyon işlemi, etkilenmemiş bir çekirdek mikro yapısını korur.
İndüksiyonla sertleştirme belirli bir alandaki demir bileşenlerin mekanik özelliklerini artırmak için kullanılır. Tipik uygulamalar güç aktarma organları, süspansiyon, motor bileşenleri ve damgalamalardır. İndüksiyonla sertleştirme, garanti taleplerini / saha arızalarını onarmada mükemmeldir. Başlıca faydaları, bileşeni yeniden tasarlamak zorunda kalmadan lokalize bir alanda mukavemet, yorulma ve aşınma direncindeki gelişmelerdir.
İndüksiyonla sertleştirmeden faydalanabilecek Prosesler ve Endüstriler:
Isıl işlem
Zincir sertleştirme
Boru ve Tüp Sertleştirme
Gemi İnşaatı
Havacılık ve Uzay
Demiryolu
Otomotiv
Yenilenebilir enerjiler

İndüksiyonla Sertleştirmenin Faydaları:
Ağır yüke maruz kalan bileşenler için tercih edilir. İndüksiyon, son derece yüksek yükleri taşıyabilen derin bir kasa ile yüksek bir yüzey sertliği sağlar. Yorulma mukavemeti, son derece sert bir dış katmanla çevrili yumuşak bir çekirdeğin gelişmesiyle artar. Bu özellikler burulma yüklemesine maruz kalan parçalar ve darbe kuvvetlerine maruz kalan yüzeyler için arzu edilir. İndüksiyonla işleme, parçadan parçaya çok öngörülebilir boyutsal hareketlere olanak tanıyacak şekilde her seferinde bir parça olacak şekilde gerçekleştirilir.
Sıcaklık ve sertleşme derinliği üzerinde hassas kontrol
Kontrollü ve lokalize ısıtma
Üretim hatlarına kolayca entegre edilebilir
Hızlı ve tekrarlanabilir süreç
Her iş parçası hassas optimize edilmiş parametrelerle sertleştirilebilir
Enerji tasarruflu süreç
İndüksiyonla sertleştirilebilen çelik ve paslanmaz çelik bileşenler:
Bağlantı elemanları, flanşlar, dişliler, rulmanlar, borular, iç ve dış yataklar, krank milleri, eksantrik milleri, boyunduruklar, tahrik milleri, çıkış milleri, miller, burulma çubukları, çevirme halkaları, tel, valfler, kaya deliciler vb.

Artırılmış Aşınma Direnci
Sertlik ve aşınma direnci arasında doğrudan bir korelasyon vardır. Bir parçanın aşınma direnci, malzemenin ilk halinin tavlanmış veya daha yumuşak bir duruma getirilmiş olduğu varsayıldığında, indüksiyonla sertleştirme ile önemli ölçüde artar.
Yumuşak Çekirdek ve Yüzeydeki Artık Basınç Gerilimi Sayesinde Artan Mukavemet ve Yorulma Ömrü
Basınç gerilimi (genellikle olumlu bir özellik olarak kabul edilir) yüzeye yakın sertleştirilmiş yapının çekirdek ve önceki yapıdan biraz daha fazla hacim kaplamasının bir sonucudur.
Parçalar daha sonra Temperlenebilir İndüksiyonla Sertleştirme Sertlik Seviyesini istediğiniz gibi ayarlamak için
Martenzitik bir yapı üreten herhangi bir işlemde olduğu gibi, temperleme de kırılganlığı azaltırken sertliği düşürecektir.
Sert Çekirdekli Derin Kasa
Tipik muhafaza derinliği .030" - .120" arasındadır ve bu ortalama olarak alt kritik sıcaklıklarda gerçekleştirilen karbürleme, karbonitrürleme ve çeşitli nitrürleme biçimleri gibi işlemlerden daha derindir. Akslar veya çok fazla malzeme aşındıktan sonra bile hala kullanışlı olan parçalar gibi belirli projeler için, kasa derinliği ½ inç veya daha fazla olabilir.
Maskeleme Gerektirmeyen Seçici Sertleştirme İşlemi
Kaynak sonrası veya işleme sonrası alanlar yumuşak kalır - diğer çok az ısıl işlem prosesi bunu başarabilir.
Nispeten Minimal Distorsiyon
Örnek: 1" Ø x 40" uzunluğunda, eşit aralıklı iki muylusu olan, her biri 2" uzunluğunda yük desteği ve aşınma direnci gerektiren bir mil. İndüksiyonla sertleştirme sadece bu yüzeylerde, toplam 4 inç uzunlukta gerçekleştirilir. Geleneksel bir yöntemle (veya tüm uzunluğu indüksiyonla sertleştirseydik), önemli ölçüde daha fazla çarpılma olurdu.
1045 gibi Düşük Maliyetli Çeliklerin kullanımına izin verir
İndüksiyonla sertleştirilecek parçalar için kullanılan en popüler çelik 1045'tir. Kolayca işlenebilir, düşük maliyetlidir ve nominal 0,45% karbon içeriği nedeniyle 58 HRC + değerine kadar indüksiyonla sertleştirilebilir. Ayrıca işlem sırasında çatlama riski nispeten düşüktür. Bu işlem için diğer popüler malzemeler 1141/1144, 4140, 4340, ETD150 ve çeşitli dökme demirlerdir.

İndüksiyonla Sertleştirmenin Sınırlamaları
Parçanın Geometrisine uygun bir İndüksiyon Bobini ve Kalıp gerektirir
Parça-bobin bağlantı mesafesi ısıtma verimliliği için kritik olduğundan, bobinin boyutu ve konturu dikkatle seçilmelidir. Çoğu işlemcinin şaftlar, pimler, makaralar vb. gibi yuvarlak şekilleri ısıtmak için temel bobinlerden oluşan bir cephaneliği olsa da, bazı projeler bazen binlerce dolara mal olan özel bir bobin gerektirebilir. Orta ila yüksek hacimli projelerde, parça başına daha düşük işlem maliyetinin sağladığı fayda bobin maliyetini kolayca dengeleyebilir. Diğer durumlarda, prosesin mühendislik faydaları maliyet kaygılarından daha ağır basabilir. Aksi takdirde, düşük hacimli projeler için yeni bir bobin üretilmesi gerekiyorsa bobin ve takım maliyeti genellikle prosesi pratik olmaktan çıkarır. Parça ayrıca işlem sırasında bir şekilde desteklenmelidir. Şaft tipi parçalar için merkezler arasında çalıştırma popüler bir yöntemdir, ancak diğer birçok durumda özel takımlar kullanılmalıdır.
Çoğu Isıl İşlem Prosesiyle Karşılaştırıldığında Daha Yüksek Çatlama Olasılığı
Bunun nedeni hızlı ısıtma ve su verme, ayrıca kama yuvaları, oluklar, çapraz delikler, dişler gibi özelliklerde/kenarlarda sıcak noktalar oluşturma eğilimidir.
İndüksiyonla Sertleştirme ile Distorsiyon
Hızlı ısı/söndürme ve bunun sonucunda ortaya çıkan martenzitik dönüşüm nedeniyle distorsiyon seviyeleri iyon veya gaz nitrürleme gibi işlemlerden daha yüksek olma eğilimindedir. Bununla birlikte, indüksiyonla sertleştirme, özellikle sadece seçilen bir alana uygulandığında, geleneksel ısıl işlemden daha az bozulma üretebilir.
İndüksiyonla Sertleştirme ile Malzeme Sınırlamaları
Bu yana indüksiyonla sertleştirme işlemi normalde karbon veya diğer elementlerin difüzyonunu içermez, malzeme istenen sertlik seviyesine martensitik dönüşümü destekleyen sertleşebilirlik sağlamak için diğer elementlerle birlikte yeterli karbon içermelidir. Bu tipik olarak karbonun 0.40%+ aralığında olduğu ve 56 - 65 HRC sertlik ürettiği anlamına gelir. 8620 gibi daha düşük karbonlu malzemeler, elde edilebilir sertlikte (bu durumda 40-45 HRC) sonuçta bir azalma ile kullanılabilir. 1008, 1010, 12L14, 1117 gibi çelikler, elde edilebilecek sertlikteki sınırlı artış nedeniyle tipik olarak kullanılmaz.
İndüksiyonla Sertleştirme Yüzey İşlemi detayları
İndüksiyonla sertleştirme çelik ve diğer alaşımlı bileşenlerin yüzey sertleştirilmesi için kullanılan bir işlemdir. Isıl işlem uygulanacak parçalar bakır bir bobinin içine yerleştirilir ve daha sonra bobine alternatif bir akım uygulanarak dönüşüm sıcaklıklarının üzerinde ısıtılır. Bobindeki alternatif akım, iş parçası içinde alternatif bir manyetik alan indükler ve bu da parçanın dış yüzeyinin dönüşüm aralığının üzerinde bir sıcaklığa kadar ısınmasına neden olur.
Bileşenler, dönüşüm aralığı içinde veya üzerinde bir sıcaklığa kadar alternatif bir manyetik alan vasıtasıyla ısıtılır ve ardından hemen söndürülür. Belirli bir frekans ve güç seviyesinde bir akımla beslenen bakır bir indüktör bobini kullanan elektromanyetik bir işlemdir.
