Armatür Mili için İndüksiyon Yüzey Sertleştirme Mili
Açıklama
Armatür Mili için İndüksiyonla Yüzey Sertleştirme
Amaç
İndüksiyonla Yüzey Sertleştirme Bir armatür milinin dişli ucunu, dişlerin merkez hattında 0,02 ″ (,51 mm) derinlikte 58-65 Rockwell C'ye ve kökün merkez hattında .010 ″ (,3 mm) derinlikte 49-55 Rockwell C'ye kadar inceleyin.
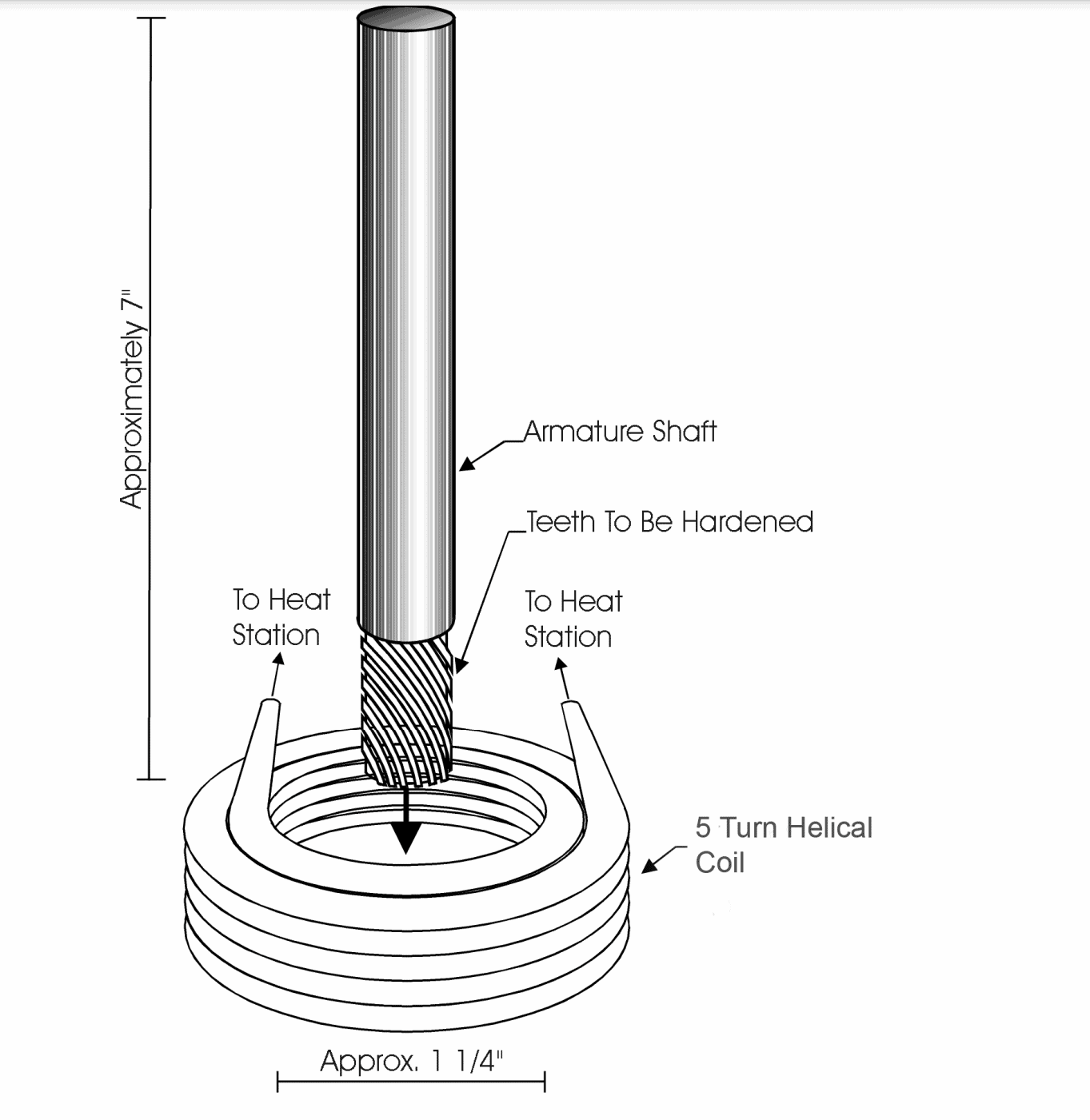
Malzeme: Yaklaşık 1/2 (12,7 mm) dişli çapına sahip 7″ (177,8 mm) uzunluğunda çelik armatür mili.

Sıcaklık: 1700ºF (926,7ºC)
Frekans: 140 kHz
Ekipman

- İki (2) kapasitör içeren uzak bir çalışma kafası ile donatılmış DW-UHF-30kW indüksiyonlu ısıtma sistemi
toplam 0,5 µF
- 4-20 mA giriş simülatörü
- Bu uygulama için özel olarak tasarlanmış ve geliştirilmiş bir indüksiyon ısıtma bobini.

Süreç
İstenen sertliği elde etmek için milin dişli ucunu 2,5 saniye boyunca 1700ºF'ye (926,7ºC) ısıtmak için beş turlu bir sarmal bobin kullanılır.
Sonuçlar/Faydalar
İndüksiyonla Isıtma Sağlar:
- Nokta atışı hassasiyet
- Maksimum tekrarlanabilirlik
- Daha hızlı döngü süresi