
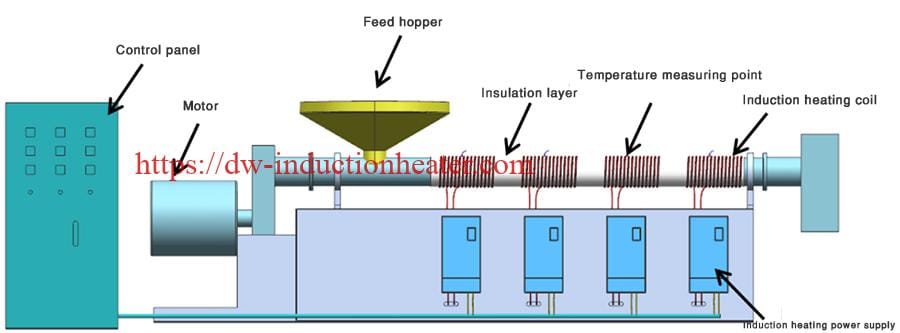
İndüksiyonla ısıtma plastik ekstrüzyonunun kısa tanıtımı:
İndüksiyonla ısıtma plastik ekstrüzyon bir tür enerji tasarruflu ısıtıcıdır. Önemli ölçüde enerji tasarrufu, hızlı ısıtma, yüksek enerji verimliliği, düşük veya sıfır bakım vb. gibi birçok avantajı vardır. Ayrıca çok daha az ısı üreterek ortam sıcaklığını düşürebilir. İndüksiyonlu ısıtıcı sistemi kurulurken, elektrik kontrol sisteminde herhangi bir büyük değişiklik yapılmayacaktır.
 İndüksiyonla ısıtma plastik ekstrüzyonu nerede yapılabilir?
İndüksiyonla ısıtma plastik ekstrüzyonu nerede yapılabilir?

Esas olarak enjeksiyon, ekstrüzyon; üflemeli film, tel çekme, granülasyon ve geri dönüşüm makinelerine vb. uygulanır. Ürün uygulaması film, levha, profil, hammadde vb. içerir. Varil, flanş, kalıp kafası, vida ve makinelerin diğer parçalarını ısıtmak için kullanılabilir. Enerji tasarrufu ve çalışma ortamını soğutmada mükemmeldir.
İndüksiyonla ısıtma elektriksel olarak iletken bir nesnenin (genellikle bir metal) elektromanyetik indüksiyonla ısıtılması işlemidir; burada metal içinde girdap akımları oluşur ve direnç metalin Joule ısınmasına yol açar. İndüksiyon bobininin kendisi ısınmaz. Isı üreten nesne, ısıtılan nesnenin kendisidir.

İndüksiyonla ısıtma plastik ekstrüzyonu neden ve nasıl enerji tasarrufu sağlayabilir?
Halihazırda, plastik makinelerinin çoğu, direnç telinin ısıtıldığı ve ardından ısının ısıtıcı kapak aracılığıyla namluya aktarıldığı geleneksel direnç ısıtma yöntemini kullanmaktadır. Bu nedenle, yalnızca namlu yüzeyine yakın ısı namluya aktarılabilir ve ısıtıcı kapağın dışına yakın ısı, ortam sıcaklığında bir artışa neden olan havaya kaybolur.
İndüksiyon ısıtıcı Varil ısıtıldığında ve ısı minimum olduğunda, çok yüksek ısı verimliliği ve enerji tasarrufunun 30-80%'ye ulaşabileceği çevreye minimum ısı kaybı vardır. indüksiyon bobininin herhangi bir yüksek ısı üretmemesi ve ayrıca oksitlenen ve ısıtıcının yanmasına neden olan direnç teli olmaması nedeniyle, indüksiyon ısıtıcı daha uzun bir hizmet ömrüne ve ayrıca daha az bakıma sahiptir.
 İndüksiyonla ısıtma plastik ekstrüzyonunun avantajları nelerdir?
İndüksiyonla ısıtma plastik ekstrüzyonunun avantajları nelerdir?

- Enerji verimliliği 30%-85%
Şu anda, plastik işleme makineleri çoğunlukla çevreye yayılan büyük miktarda ısı üretebilen dirençli ısıtma elemanları kullanmaktadır. İndüksiyonla ısıtma bu sorunu çözmek için ideal bir alternatiftir. İndüksiyonlu ısıtma bobininin yüzey sıcaklığı 50ºC ile 90ºC arasında değişir, ısı kayıpları önemli ölçüde en aza indirilir ve 30%-85% enerji tasarrufu sağlar. Bu nedenle, indüksiyonlu ısıtma sistemi yüksek güçlü ısıtma ekipmanlarında kullanıldığında enerji tasarrufu etkisi daha belirgindir. - Güvenlik
İndüksiyon ısıtma sisteminin kullanılması, makinenin yüzeyine dokunmanın güvenli olmasını sağlar ve bu, dirençli ısıtma elemanları kullanan plastik makinelerde sıklıkla meydana gelen yanık yaralanmalarını önleyebileceği ve operatörler için güvenli bir çalışma alanı sağlayabileceği anlamına gelir. - Hızlı ısıtma, yüksek ısıtma verimliliği
Enerji dönüşüm verimliliği yaklaşık 60% olan rezistanslı ısıtma ile karşılaştırıldığında, indüksiyonlu ısıtma elektriği ısıya dönüştürmede 98%'nin üzerinde verimlidir. - Daha düşük çalışma yeri sıcaklığı, daha yüksek çalışma konforu
İndüksiyonlu ısıtma sistemi kullanıldıktan sonra, tüm üretim atölyesinin sıcaklığı 5 dereceden fazla düşürülür. - Uzun hizmet ömrü
Yüksek sıcaklıkta uzun süre çalışması gereken rezistanslı ısıtma elemanlarının aksine, indüksiyonlu ısıtma neredeyse ortam sıcaklığında çalışır, bu nedenle hizmet ömrünü verimli bir şekilde uzatır. - Doğru sıcaklık kontrolü, yüksek ürün yeterlilik oranı
İndüksiyonla ısıtma düşük veya hiç termal atalet sağlamaz, böylece sıcaklık aşımına neden olmaz. Ve sıcaklık 0,5 derece farkla ayarlanan değerde kalabilir.
Plastik ekstrüzyon için indüksiyon ısıtmanın geleneksel ısıtıcılara kıyasla üstünlüğü nedir?

| İndüksiyon ısıtıcı | Geleneksel ısıtıcılar | |
| Isıtma yöntemi | İndüksiyonla ısıtma, elektrik ileten bir nesnenin (genellikle bir metal) elektromanyetik indüksiyonla ısıtılması işlemidir; burada metal içinde girdap akımları oluşur ve direnç metalin Joule ile ısınmasına yol açar. İndüksiyon bobininin kendisi ısınmaz. Isı üreten nesne, ısıtılan nesnenin kendisidir | Direnç telleri doğrudan ısınır ve ısı temas yoluyla aktarılır. |
| ısıtma süresi | Daha hızlı ısınma, daha yüksek verimlilik | daha yavaş ısınma, daha düşük verimlilik |
| Enerji tasarruf oranı | 30-80% enerji oranından tasarruf edin, çalışma sıcaklığını düşürün | Enerji tasarrufu yapılamıyor |
| Kurulum | Kurulumu kolay | Kurulumu kolay |
| Operasyon | Kullanımı kolay | Kullanımı kolay |
| Bakım | Kontrol kutusu makinenizi kapatmadan kolayca değiştirilebilir | Değiştirmesi kolay ancak makinenizi kapatmanız gerekiyor |
| Sıcaklık Kontrolü | Isıtıcı kendi kendine ısınmadığı için küçük termal atalet ve hassas sıcaklık kontrolü. | Büyük termal atalet, sıcaklık kontrolünde düşük doğruluk |
| Ürün Kalitesi | Hassas sıcaklık kontrolü sayesinde daha yüksek ürün kalitesi | Daha düşük ürün kalitesi |
| Güvenlik | Dış kılıf dokunmak için güvenlidir, daha düşük yüzey sıcaklığı, elektrik kaçağı yoktur. | Dış kılıf üzerindeki sıcaklık çok daha yüksektir, yanması kolaydır. Yanlış kullanımda elektrik kaçağı. |
| Isıtıcının hizmet ömrü | 2-4years | 1-2 yıl |
| Namlu ve Vidanın hizmet ömrü | Daha az ısıtıcı değiştirme sıklığı nedeniyle kovan, vida vb. için daha uzun kullanım ömrü. | Namlu, vida vb. için daha kısa kullanım ömrü. |
| Çevre | Düşük ortam sıcaklığı; Gürültü yok | Çok daha yüksek ortam sıcaklığı ve çok daha fazla gürültü |
İndüksiyonla Isıtma Güç Hesaplaması
Mevcut ısıtma sisteminin ısıtma gücünün bilinmesi durumunda, yük oranına göre uygun bir güç seçilmesi
- Yük oranı ≤ 60%, uygulanabilir güç orijinal gücün 80%'si kadardır;
- Yük oranı 60%-80% arasında, orijinal gücü seçin;
- Yük oranı > 80%, uygulanabilir güç orijinal gücün 120%'si kadardır;
Mevcut ısıtma sisteminin ısıtma gücü bilinmediğinde
- Enjeksiyon kalıplama makinesi, şişirilmiş film makinesi ve ekstrüzyon makinesi için güç, silindirin (varil) gerçek yüzey alanına göre cm2 başına 3W olarak hesaplanmalıdır;
- Kuru kesim peletleme makinesi için güç, silindirin (varil) gerçek yüzey alanına göre cm2 başına 4W olarak hesaplanmalıdır;
- Islak kesim peletleme makinesi için güç, silindirin (varil) gerçek yüzey alanına göre cm2 başına 8W olarak hesaplanmalıdır;
Örneğin: silindir çapı 160mm, uzunluk 1000mm (yani 160mm=16cm, 1000mm=100cm)
Silindir yüzey alanı hesaplaması: 16*3.14*100=5024cm²
cm2 başına 3W olarak hesaplanıyor: 5024*3=15072W, yani 15kW
