
İndüksiyonla kürleme nedir?
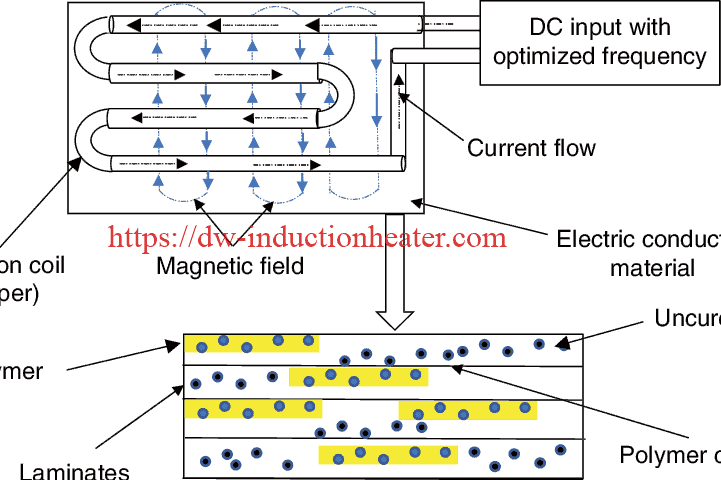
İndüksiyonla kürleme nasıl çalışır? Basitçe söylemek gerekirse, hat gücü alternatif akıma dönüştürülür ve bobin içinde bir elektromanyetik alan oluşturan bir çalışma bobinine iletilir. Üzerinde epoksi bulunan parça metal ya da karbon veya grafit gibi bir yarı iletken olabilir. Cam gibi iletken olmayan alt tabakalar üzerinde epoksi kürlemek için, ısıyı iletken olmayan malzemeye aktarmak üzere elektriksel olarak iletken bir alıcı kullanılabilir.
İndüksiyonla kürlemenin faydaları nelerdir?
Isıyla kürlenen tek bileşenli epoksi yapıştırıcılar çeşitli kaynaklardan gelen ısıyı kullanabilir. En tipik olanı bir fırındır, ancak ısı hava tabancaları, fırın plakaları ve indüksiyonla kürleme de kullanılmaktadır. İndüksiyonla kürleme, epoksiyi kürlemek için gereken süreyi büyük ölçüde azaltabilir ve indüksiyonla ısıtma ısıyı tam olarak yapıştırıcı alanına verdiğinden ısının çevredeki bileşenler üzerindeki etkilerini en aza indirebilir.
İndüksiyonla kürleme benim uygulamam için iyi bir seçenek mi?
Sizin için indüksiyonlu ısıtma ekipmanları uzmanı ve epoksi yapıştırıcı üreticinizin aşağıdaki konularda bilgi sahibi olması, en iyi tavsiyeyi vermelerine yardımcı olacaktır.
1. Yapıştırılan malzemeler veya alt tabakalar - Alt tabakaların ne olduğunun anlaşılması, yapıştırıcının kürlenmesi için gereken ısıtma hızının ve gücün belirlenmesine yardımcı olacaktır. Örneğin demir, alüminyumu ısıtmak için gerekenden daha az güçle ısınır.
2. Yapıştırılan bileşenlerin boyutu - Daha küçük parçalar verimli ısıtma için daha yüksek frekans gerektirir. Daha büyük alanlar daha düşük bir frekanstan yararlanır.
3. Epoksi gereksinimleri - Epoksinin kürlenmesi için bir min/maks eşiği vardır. Kürleşmeyi gerçekleştirmek için gereken minimum sıcaklık ve epoksinin bozulmasından önce izin verilen maksimum sıcaklık.
Kuvars Talaşının Çelik Silindire Yapıştırılması için İndüksiyonla Kürleme
Otomotiv sektöründe faaliyet gösteren bir şirket, 175° C (347° F) sıcaklığa ulaşabilen ve bunu +/- 3 C gibi dar bir tolerans aralığında tutabilen bir indüksiyonlu ısıtma sistemi aramaktadır. İndüksiyonla ısıtma bir kuvars çipinin yapıştırılması için bir yapıştırıcıyı kürlemek üzere çelik bir silindiri ısıtacaktır. İndüksiyonla ısıtma tercih edilen bir yöntemdir çünkü daha hızlı, kontrollü ve daha homojen bir ısıtma sağlar.

Endüstri: Otomotiv
Ekipman: DW-UHF-10kW indüksiyonlu ısıtma sistemi Bu kürleme uygulamasının istenen sıcaklığa ulaşması ve bu sıcaklığı koruması için tavsiye edilir.
Süreç:
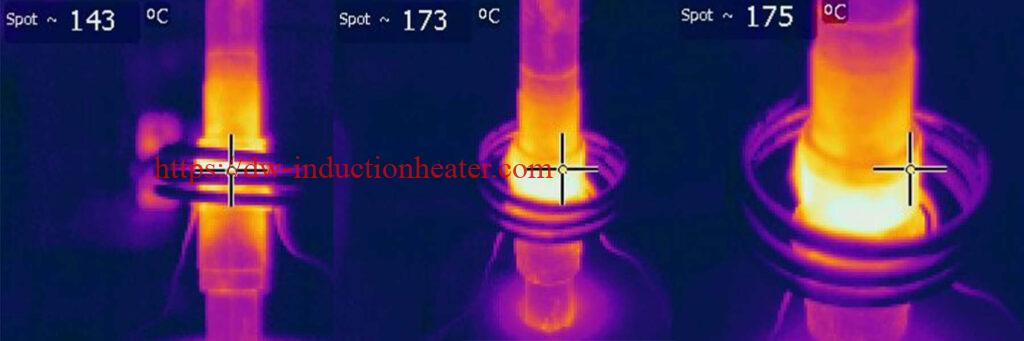
Bu indüksiyonla kürleme uygulamasının amacı, 1,064" (2,70 cm) dış çaplı, 7,25" (18,41 cm) uzunluğunda ve 1" (2,54 cm) ısı bölgesi olan bir çelik silindirin iki tarafını 175 C'ye (347°F) kadar ısıtmak ve yapıştırma uygulamasını gerçekleştirmek için bu sıcaklığı 60 saniye boyunca tutmaktır. İstenen sıcaklığa 13 saniye içinde ulaşılmıştır. Sıcaklığı ölçmek için K tipi bir sıcaklık kontrol cihazı kullanılmıştır.
Kuvars Talaşının Çelik Silindire Yapıştırılması için İndüksiyonla Kürleme