HLQ İndüksiyon ısıtma sistemleri doğrudan üretim hücresine sığabilen, hurda ve israfı azaltan ve torçlara ihtiyaç duymayan katma değerli sistemlerdir. Sistemler manuel kontrol, yarı otomatik ve tam otomatik sistemlere kadar yapılandırılabilir. HLQ indüksiyon lehimleme ve lehimleme sistemleri, yakıt hatları, ısı eşanjörleri, gaz dağıtıcıları, manifoldlar, karbür takımlar ve daha fazlası dahil olmak üzere çok çeşitli parçalar için tekrar tekrar temiz, sızdırmaz bağlantılar sağlar.

İndüksiyonla Sert Lehimleme ve Lehimleme Prensipleri
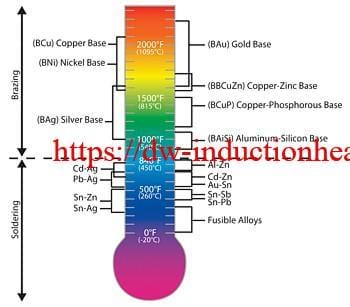
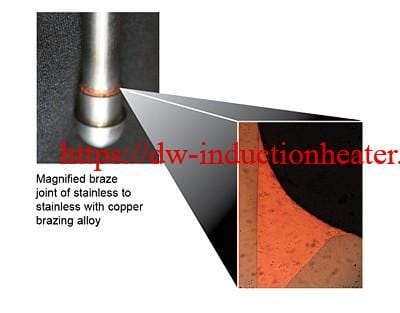
Sert lehimleme ve lehimleme, uyumlu bir dolgu malzemesi kullanarak benzer veya farklı malzemeleri birleştirme işlemleridir. Dolgu metalleri kurşun, kalay, bakır, gümüş, nikel ve bunların alaşımlarını içerir. Bu işlemler sırasında sadece alaşım erir ve katılaşarak iş parçası ana malzemelerini birleştirir. Dolgu metali, kılcal hareket ile bağlantı içine çekilir. Lehimleme işlemleri 840°F'nin (450°C) altında gerçekleştirilirken, sert lehimleme uygulamaları 840°F'nin (450°C) üzerindeki sıcaklıklarda 2100°F'ye (1150°C) kadar gerçekleştirilir.
 Bu proseslerin başarısı, montajın tasarımına, birleştirilecek yüzeyler arasındaki boşluğa, temizliğe, proses kontrolüne ve tekrarlanabilir bir proses gerçekleştirmek için gereken ekipmanın doğru seçilmesine bağlıdır.
Bu proseslerin başarısı, montajın tasarımına, birleştirilecek yüzeyler arasındaki boşluğa, temizliğe, proses kontrolüne ve tekrarlanabilir bir proses gerçekleştirmek için gereken ekipmanın doğru seçilmesine bağlıdır.
Temizlik normalde kir veya oksitleri kaplayan ve çözen bir flaksın sert lehim bağlantısından uzaklaştırılmasıyla elde edilir.
İndüksiyonla Sert Lehimleme Dolgu Malzemeleri
İndüksiyonla Sert Lehimleme dolgu metalleri, kullanım amaçlarına bağlı olarak çeşitli formlarda, şekillerde, boyutlarda ve alaşımlarda olabilir. Şerit, önceden şekillendirilmiş halkalar, macun, tel ve önceden şekillendirilmiş pullar, bulunabilecek şekil ve form alaşımlarından sadece birkaçıdır.

Belirli bir alaşım ve/veya şekil kullanma kararı büyük ölçüde birleştirilecek ana malzemelere, işleme sırasındaki yerleşime ve nihai ürünün amaçlandığı hizmet ortamına bağlıdır.
Artık birçok işlem, inert gaz örtüsü veya inert / aktif gaz kombinasyonu ile kontrollü bir atmosferde yürütülmekte ve işlemi korumak ve akı ihtiyacını ortadan kaldırmak için kullanılmaktadır. Bu yöntemler çok çeşitli malzeme ve parça konfigürasyonlarında kanıtlanmış olup, atmosfer fırını teknolojisini tam zamanında - tek parça akış prosesi ile değiştirmekte veya tamamlamaktadır.
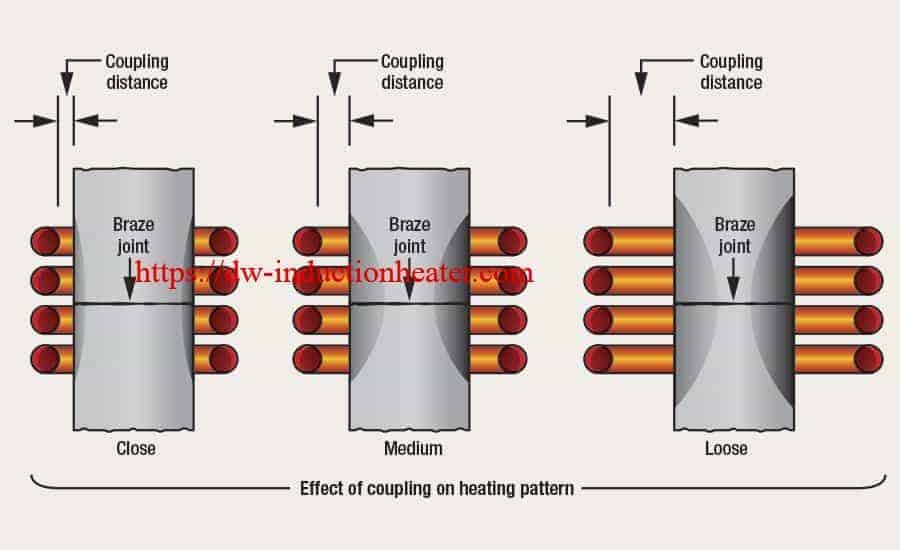
Açıklık Gücü Etkiler
Birleştirilecek fayans yüzeyleri arasındaki boşluk, sert lehim alaşımının miktarını, alaşımın kılcal hareketini / penetrasyonunu ve ardından bitmiş bağlantının mukavemetini belirler. Geleneksel gümüş sert lehim uygulamaları için en iyi uyum koşulu 0,002 inç (0,050 mm) ila 0,005 inç (0,127 mm) toplam boşluktur. Alüminyum tipik olarak 0,004 inç (0,102 mm) ila 0,006 inç (0,153 mm) arasındadır. 0,015 inç'e (0,380 mm) kadar olan daha büyük açıklıklar genellikle başarılı bir sert lehim için yeterli kılcal hareketten yoksundur.
![]()
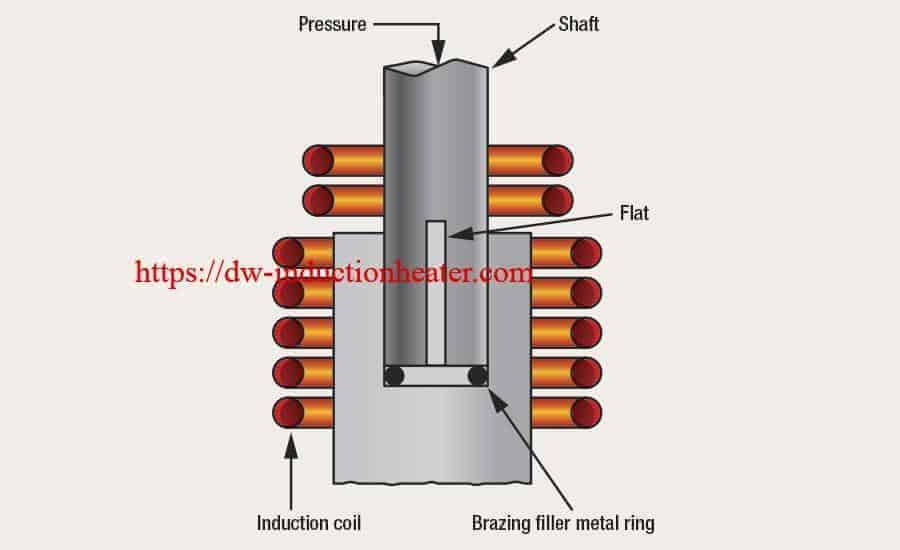
Bakırla sert lehimleme (1650°F / 900°C'nin üzerinde), sert lehimleme sıcaklığında minimum bağlantı toleransını sağlamak için bağlantı toleransının mutlak minimumda tutulmasını ve bazı durumlarda ortam sıcaklıklarında presle oturtulmasını gerektirir.
İndüksiyonla ısıtmanın birçok nedenden dolayı birleştirme işleminde değerli bir yardımcı olduğu kanıtlanmıştır. Hızlı yönlendirme ve hassas ısı kontrolü, malzeme özelliklerini önemli ölçüde değiştirmeden yüksek mukavemetli bileşenlerin lokalize olarak ısıtılması imkanı sunar. Ayrıca alüminyum gibi zor malzemelerin lehimlenmesine ve yakın bağlantıların sıralı, çok alaşımlı lehimlenmesine ve lehimlenmesine olanak tanır.
Sert lehimleme ve lehimleme uygulamalarında indüksiyonla ısıtma, üretim hattı yöntemlerine kolayca uyarlanabilir, ekipmanın bir montaj hattında stratejik olarak düzenlenmesine ve gerekirse uzaktan kumanda ile ısıtılmasına izin verir. Sıklıkla, indüksiyonla lehimleme ve lehimleme, gerekli parça fikstürlerinin sayısında azalmaya izin verir, fikstürlerin minimum ısınması kullanım ömrünü uzatır ve birleştirilecek bileşenlerin hizalanmasında doğruluğu korur. Operatörlerin indüksiyon ısıtma kaynağını yönlendirmesi gerekmediğinden, her iki el de montajları birleştirmeye hazırlamak için serbest kalır.
 HLQ indüksiyon lehimleme ekipmanları çeşitli üretim ihtiyaçları için kalite, tutarlılık, yapılandırılabilir verim ve hızlı değiştirilebilir takımlar sunar. Radyne indüksiyon lehimleme ve lehimleme ürün grubu, lehimleme için standart çözümler sunar:
HLQ indüksiyon lehimleme ekipmanları çeşitli üretim ihtiyaçları için kalite, tutarlılık, yapılandırılabilir verim ve hızlı değiştirilebilir takımlar sunar. Radyne indüksiyon lehimleme ve lehimleme ürün grubu, lehimleme için standart çözümler sunar:
Alüminyum
Bakır
Pirinç
Paslanmaz çelik
Karbür
Ve daha fazlası...