




Катушки для индукционной пайки
Описание
Катушки для индукционной пайки
Неважно, какой формы, размера или стиля индукционная катушка Мы поможем вам! Вот лишь некоторые из сотен конструкций катушек, с которыми мы работали. Блинные, спиральные, концентраторные змеевики... квадратные, круглые и прямоугольные трубы... однооборотные, пятиоборотные, двенадцатиоборотные... от 0,10″ ID до более 5″ ID... для внутреннего или внешнего нагрева. Каковы бы ни были ваши требования, отправьте нам чертежи и спецификации для получения быстрого предложения. Если вы новичок в индукционном нагреве, пришлите нам свои детали для бесплатной оценки. Именно индукционная катушка, дополненная правильной оснасткой, очень часто диктует успех или неудачу всей системы.

Конструкция катушки индукционного нагрева
Изготовленные из высокопроводящих медных трубок или пластин, они конструкция катушек индукционного нагрева зависит от области применения, выбора частоты, плотности мощности и времени нагрева. Цель индукционной катушки - создать магнитный поток, который будет генерировать ток в заготовке для выборочного нагрева паяемого участка.

Сайт Индукционная катушка должны быть правильно расположены на сборке, чтобы обеспечить требуемый нагрев. Воздушный зазор или пространство между заготовкой и внутренней поверхностью катушки должны быть сведены к минимуму из соображений эффективности. Типичные расчетные зазоры от 0,125 дюйма (3,175 мм) до 0,250 дюйма (6,350 мм) являются разумными для пайки спиральными катушками.
Секции неправильной формы могут потребовать дополнительных зазоров, что потребует дополнительной мощности для преодоления низкого КПД муфты. К таким случаям относятся ситуации, когда для доступа к зоне пайки требуется круглая катушка с большим воздушным зазором или некруглая катушка.
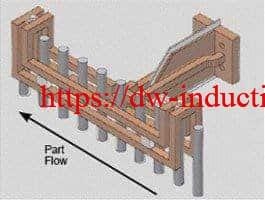
Нагреваемая площадь определяет длину индукционной катушки. Сайт индукционная катушка слишком короткий, то потребуется более длительное время нагрева, чтобы тепло за счет теплопроводности охватило всю площадь. Сайт катушка индукционного нагрева Слишком широкая катушка будет нагревать больше металла, чем необходимо, и, следовательно, будет менее эффективной. HLQ Induction Heating Machine Co имеет множество специальных конструкций индукторов для локализованного нагрева и катушек, которые эффективно нагреваются, не окружая заготовку.
Конструкция индукционной катушки, изготовленной из высокопроводящей медной трубки или пластины, зависит от области применения, выбора частоты, плотности мощности и времени нагрева. Цель индукционной катушки - создать магнитный поток, который будет генерировать ток в заготовке для выборочного нагрева паяемого участка.
Индукционная катушка должна быть правильно расположена на сборке, чтобы обеспечить требуемый нагрев. Воздушный зазор или пространство между заготовкой и внутренней поверхностью катушки должны быть минимальными по соображениям эффективности. Обычно для пайки спиральной катушкой целесообразно использовать зазоры от 0,125 дюйма (3,175 мм) до 0,250 дюйма (6,350 мм).
Секции неправильной формы могут потребовать дополнительных зазоров, что потребует дополнительной мощности для преодоления низкого КПД муфты. К таким случаям относятся ситуации, когда для доступа к зоне пайки требуется круглая катушка с большим воздушным зазором или некруглая катушка.
Нагреваемая площадь определяет длину индукционной катушки. Слишком короткая индукционная катушка потребует большего времени нагрева, чтобы тепло, проходя через нее, покрыло всю площадь. Слишком широкая индукционная катушка нагреет больше металла, чем необходимо, и, следовательно, будет менее эффективной. HLQ индукционный нагрев Co имеет множество специальных конструкций индукционных катушек для локального нагрева, а также катушек, которые эффективно нагреваются, не окружая обрабатываемую деталь.
Конструкция и основные принципы работы катушки индукционного нагрева
конструкция катушек индукционного нагрева

Похожие товары
-

Катушки гибкого кабеля для индукционной сварки с предварительным нагревом PWHT
-
Мини дуктор индукционный нагреватель
-
Конструкция катушек индукционного нагрева
-
Индукционный нагрев для разборки и сборки крупных подшипников, муфт валов, ступиц гребных винтов и турбинных подшипников в судостроительной промышленности и при обслуживании тяжелого оборудования



