Кулачок в сборе из закаленной стали
Описание
Кулачок в сборе из закаленной стали

Цель Индукционная закалка по периметру стальных кулачков толщиной ¼ дюйма
Материал: стальные кулачки толщиной ¼ дюйма различной геометрии
Температура: 1650 ºF (900 °C)
Частота : 177 кГц
Оборудование

DW-UHF-10kW индукционная система нагреваоснащен выносной тепловой станцией, содержащей один конденсатор емкостью 1,0 мкФ и индукционную нагревательную катушку, разработанную специально для данного применения
Процесс
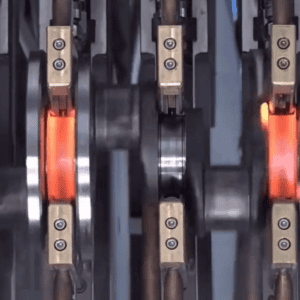
Для нагрева кулачков используется двухоборотная спиральная катушка. Время нагрева варьируется в пределах 120-150 секунд. После нагрева детали закаливаются в воде.
 Результаты/выгоды
Результаты/выгоды
Индукционная закалка наружных поверхностей кулачков с помощью индукции:
- Равномерный нагрев для получения равномерных результатов
- одна катушка может быть использована для многих геометрических форм
- стабильные результаты от изделия к изделию
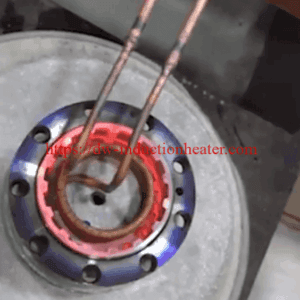
Существуют тысячи очень успешных индукционные закалочные станки которые производят миллионы деталей, поставляемых в различные сегменты промышленности. Среди компонентов, которые регулярно подвергаются индукционной закалке (IH), такие детали, как распределительные валы, коленчатые валы, шестерни, звездочки, трансмиссионные валы, шаровые пальцы, штифты, зубчатые рейки, колесные шпиндели, дорожки подшипников, крепеж, рабочие инструменты, башмаки гусениц для землеройных машин - список, по сути, бесконечен. В качестве примера на рисунке показан небольшой набор геометрических форм, которые обычно подвергаются индукционной закалке.