Конец стержня из стали для индукционной ковки
Описание
Конец стального стержня индукционной ковки с индукционной нагревательной машиной
Цель Нагрев концов стальных стержней до 1800ºF перед операцией ковки. Обработка стержней включает в себя нагрев, прессование в двухкомпонентном штампе для ковки конца стержня и окончательный нагрев в канальном змеевике для закалки стержней и снятия ковочных напряжений. Клиенту необходимо обрабатывать стержни различных
диаметром от 1/8″ до 1/2″. Температура стержня должна быть выше 1400ºF в центре, в то время как температура внешнего края может достигать 1900ºF.
Материал Стальные стержни различного диаметра от 1/8″ до 1/2″
Температура 1800ºF
Частота 50 кГц
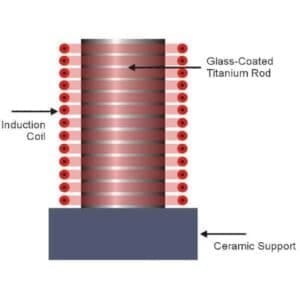
Оборудование DW-HF-45kW выходной твердотельный индукционный источник питания, включающий удаленную тепловую станцию, содержащую 2 конденсатора общей емкостью 0,5 мкФ, а также катушку спирального типа на 6 витков (3 на 3).
Процесс Твердотельный индукционный источник питания DW-HF-45kW на выходе показал следующие результаты:
Результаты - Стальные стержни обоих диаметров достигли температуры 1800ºF менее чем за 5 секунд, как было измерено оптическим пирометром.
- Нагрев прутка диаметром 1/2″ был ограничен физическими свойствами стали и временем, необходимым для передачи тепла от внешнего края прутка к центру, чтобы поднять температуру до 1400ºF без расплавления поверхности прутка. Нагрев прутка диаметром 1/8″ был ограничен эффективностью индукционного нагрева на частоте 80 кГц. Прутки большего диаметра прогрессивно нагревались быстрее до ограничений по теплопроводности.

Похожие товары
-

Индукционная горячая штамповка титанового стержня
-
Печь для нагрева стальных заготовок с индукцией для кузнечных прокатных станов и экструзионных баров-заготовок-стержней
-
Титановые стержни для индукционной ковки
-
Индукционные печи для предварительного нагрева алюминиевых заготовок для штамповки, экструзии и формовки