Отжиг титановых крепежных деталей с помощью индукции
Описание
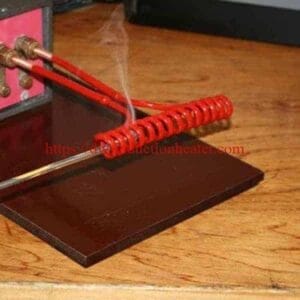
Отжиг титанового крепежа с помощью индукционного нагревателя
Цель Нагрев титанового крепежа до температуры 1100-1450ºF (593-788ºC) для отжига.
Зона высотой 0,06" (1,5 мм) на титановом крепеже диаметром 0,163-0,375" (4,14-9,52 мм) и длиной 0,5-3,0" (12,7-76,2 мм)

Температура 1100-1450ºF (593-788ºC)
Частота 150 кГц
Оборудование - индукционная система нагрева DW-UHF-20 кВт, оснащенная выносной рабочей головкой с одним конденсатором 0,66 мкФ.
- Катушка индукционного нагрева, разработанная специально для этого применения.
Процесс Для нагрева крепежа в течение 0,2 секунды используется трехоборотный змеевик с пластинами-концентраторами. Это автоматизированный процесс, включающий роботизированную установку деталей в змеевик из чаши, подаваемой по направляющим, при этом на деталь подается газ аргон для предотвращения окисления. Детали обрабатываются со скоростью 1000 деталей в минуту.
Результаты/Преимущества Индукционный нагрев обеспечивает:
- Может быть легко интегрирована в робототехнику для подбора и размещения оборудования.
- Бездымный процесс.
- Нагрев ограничивается конкретной зоной.