





Экструзия пластмассы с индукционным нагревом
Описание
Краткое введение индукционного нагрева пластиковой экструзии:
Индукционный нагрев Экструзия пластика является одним из видов энергосберегающих нагревателей. Он имеет множество преимуществ, включая значительное энергосбережение, быстрый нагрев, высокую энергоэффективность, низкое или нулевое техническое обслуживание и т.д. Он также может снизить температуру окружающей среды, выделяя гораздо меньше тепла. При установке системы индукционного нагревателя не требуется вносить существенные изменения в систему управления электрооборудованием.
 Где можно использовать индукционный нагрев для экструзии пластика?
Где можно использовать индукционный нагрев для экструзии пластика?

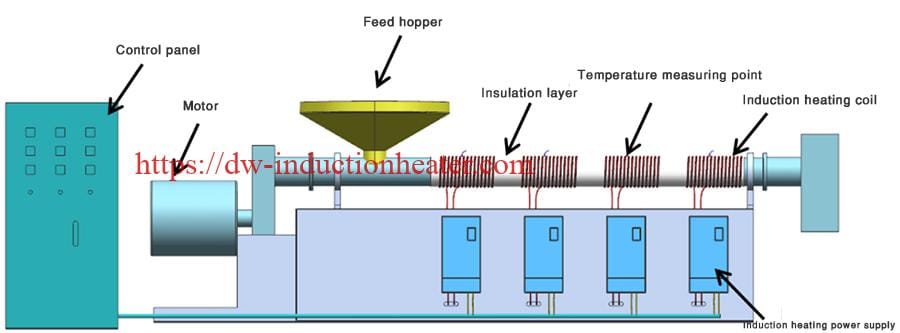
В основном применяется в машинах для инжекции, экструзии, выдува, волочения проволоки, гранулирования, переработки и т.д. Применение продукта включает в себя пленку, лист, профиль, сырье и т.д. Он может быть использован для нагрева ствола, фланца, головки матрицы, шнека и других частей машин. Он отлично подходит для энергосбережения и охлаждения рабочей среды.
Индукционный нагрев это процесс нагрева электропроводящего объекта (обычно металла) с помощью электромагнитной индукции, при котором в металле возникают вихревые токи, а сопротивление приводит к нагреву металла по Джоулю. Сама индукционная катушка не нагревается. Теплогенерирующим объектом является сам нагреваемый объект.

Почему и как индукционный нагрев пластиковой экструзии может сэкономить энергию?
В настоящее время большинство пластиковых машин используют традиционный метод резистивного нагрева, при котором проволока сопротивления нагревается и затем передает тепло стволу через крышку нагревателя. Таким образом, только тепло, расположенное близко к поверхности ствола, может быть передано стволу, а тепло, расположенное снаружи крышки нагревателя, теряется в воздухе, что приводит к повышению температуры окружающей среды.
Индукционный нагреватель Когда ствол нагревается и тепло минимально, существует очень высокая тепловая эффективность и минимальные потери тепла в окружающую среду, где экономия энергии может достигать30-80%.Благодаря тому, что индукционная катушка не производит высокого тепла, а также нет проволоки сопротивления, которая окисляется и вызывает перегорание нагревателя, индукционный нагреватель имеет более длительный срок службы, а также меньше обслуживания.
 Каковы преимущества экструзии пластика с индукционным нагревом?
Каковы преимущества экструзии пластика с индукционным нагревом?

- Энергоэффективность 30%-85%
В настоящее время в оборудовании для переработки пластмасс в основном используются резистивные нагревательные элементы, которые могут выделять большое количество тепла, излучаемого в окружающее пространство. Индукционный нагрев является идеальной альтернативой для решения этой проблемы. Температура поверхности катушки индукционного нагрева колеблется между 50ºC и 90ºC, тепловые потери значительно минимизируются, обеспечивая экономию энергии 30%-85%. Поэтому эффект энергосбережения более очевиден при использовании системы индукционного нагрева в мощном отопительном оборудовании. - Безопасность
Использование индукционной системы нагрева позволяет сделать поверхность машины безопасной для прикосновений, а значит, избежать ожогов, которые часто случаются в пластиковых машинах, использующих резистивные нагревательные элементы, обеспечивая безопасное рабочее место для операторов. - Быстрый нагрев, высокая эффективность нагрева
По сравнению с резистивным нагревом, эффективность преобразования энергии которого составляет примерно 60%, индукционный нагрев более 98% эффективно преобразует электричество в тепло. - Низкая температура на рабочем месте, повышенный комфорт при работе
После использования системы индукционного нагрева температура во всем производственном цехе снижается более чем на 5 градусов. - Длительный срок службы
В отличие от резистивных нагревательных элементов, которые вынуждены долго работать при высокой температуре, индукционный нагрев работает при температуре, близкой к температуре окружающей среды, что позволяет эффективно продлить срок службы. - Точный контроль температуры, высокий уровень квалификации продукции
Индукционный нагрев обеспечивает низкую или нулевую тепловую инерцию, поэтому он не вызывает превышения температуры. Температура может оставаться на заданном уровне с разницей в 0,5 градуса.
В чем преимущество индукционного нагрева для экструзии пластмасс по сравнению с традиционными нагревателями?

| Индукционный нагреватель | Традиционные обогреватели | |
| Метод нагрева | Индукционный нагрев - это процесс нагрева электропроводящего объекта (обычно металла) с помощью электромагнитной индукции, при котором в металле возникают вихревые токи, а сопротивление приводит к нагреву металла по Джоулю. Сама индукционная катушка не нагревается. Объектом, генерирующим тепло, является сам нагреваемый объект | Провода сопротивления нагреваются напрямую, и тепло передается через контакт. |
| время разогрева | Быстрый нагрев, высокая эффективность | Медленный нагрев, низкая эффективность |
| Уровень энергосбережения | Экономия энергии 30-80%, снижение рабочей температуры | Невозможность экономить энергию |
| Установка | Простота установки | Простота установки |
| Операция | Простота в эксплуатации | Простота в эксплуатации |
| Техническое обслуживание | Блок управления легко заменить, не выключая машину | Легко заменить, но для этого необходимо выключить машину |
| Контроль температуры | Малая тепловая инерция и точный контроль температуры, поскольку нагреватель не нагревается сам по себе. | Большая тепловая инерция, низкая точность контроля температуры |
| Качество продукции | Более высокое качество продукции благодаря точному контролю температуры | Снижение качества продукции |
| Безопасность | Внешняя оболочка безопасна на ощупь, температура поверхности ниже, утечка электричества отсутствует. | Температура на внешней оболочке намного выше, легко обжечься. Утечка электричества при неправильной эксплуатации. |
| Срок службы нагревателя | 2-4 года | 1-2 года |
| Срок службы ствола и винта | Более длительный срок службы ствола, шнека и т.д. благодаря меньшей частоте замены нагревателей. | Сокращение срока службы ствола, винта и т.д. |
| Окружающая среда | Более низкая температура окружающей среды; Без шума | Значительно более высокая температура окружающей среды и много шума |
Расчет мощности индукционного нагрева
В случае, если известна тепловая мощность существующей системы отопления, выбор соответствующей мощности в зависимости от интенсивности нагрузки
- Интенсивность нагрузки ≤ 60%, применяемая мощность составляет 80% от исходной мощности;
- Скорость нагрузки между 60%-80%, выберите оригинальную мощность;
- Интенсивность нагрузки > 80%, применяемая мощность составляет 120% от исходной мощности;
Когда тепловая мощность существующей системы отопления неизвестна
- Для термопластавтомата, машины для выдува пленки и экструзионной машины мощность должна рассчитываться как 3 Вт на см2 в соответствии с фактической площадью поверхности цилиндра (бочки);
- Для машины для гранулирования сухих гранул мощность должна быть рассчитана как 4 Вт на см2 в соответствии с фактической площадью поверхности цилиндра (бочки);
- Для машины гранулирования с мокрым резанием мощность должна быть рассчитана как 8 Вт на см2 в соответствии с фактической площадью поверхности цилиндра (бочки);
Например: диаметр цилиндра 160 мм, длина 1000 мм (т.е. 160 мм=16 см, 1000 мм=100 см)
Расчет площади поверхности цилиндра: 16*3,14*100=5024 см²
Рассчитывая как 3 Вт на см2: 5024*3=15072 Вт, т.е. 15 кВт




