



Стальная арматура с индукционной поверхностной закалкой
Описание
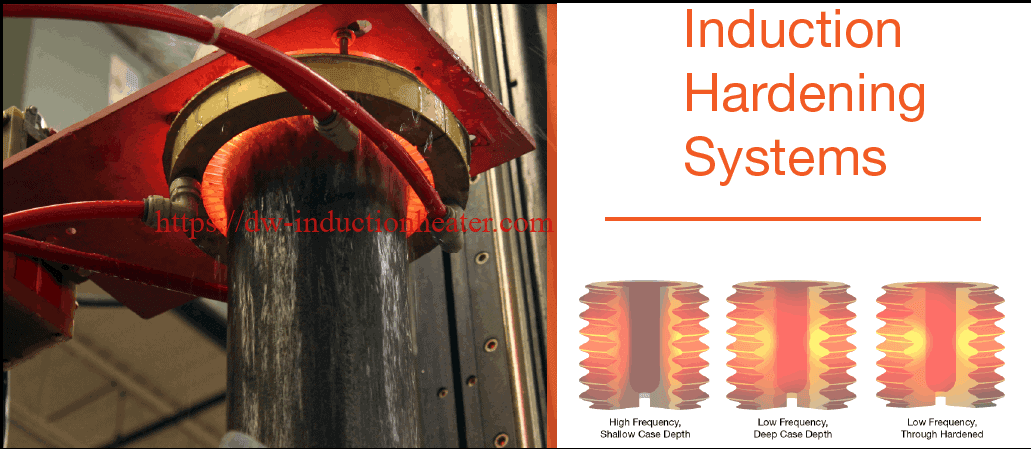
Индукционная поверхностная закалка стальных фитингов до 1600 ºF (871 ºC) для применения закалки
Индукционная поверхностная закалка стальных фитингов для производителя обрабатываемых деталей обычно осуществляется с помощью индукционного нагрева. Основными техническими параметрами являются поверхностная твердость, локальная твердость и эффективная глубина закаленного слоя.

Материал: Стальные фитинги (диаметр 0,75"/19 мм)
Температура: 1600 ºF (871 ºC)
Частота: 368 кГц
Оборудование:
–Индукционная система нагрева DW-UHF-10 кВт оснащен выносной тепловой станцией, содержащей два конденсатора емкостью 1,0 мкФ
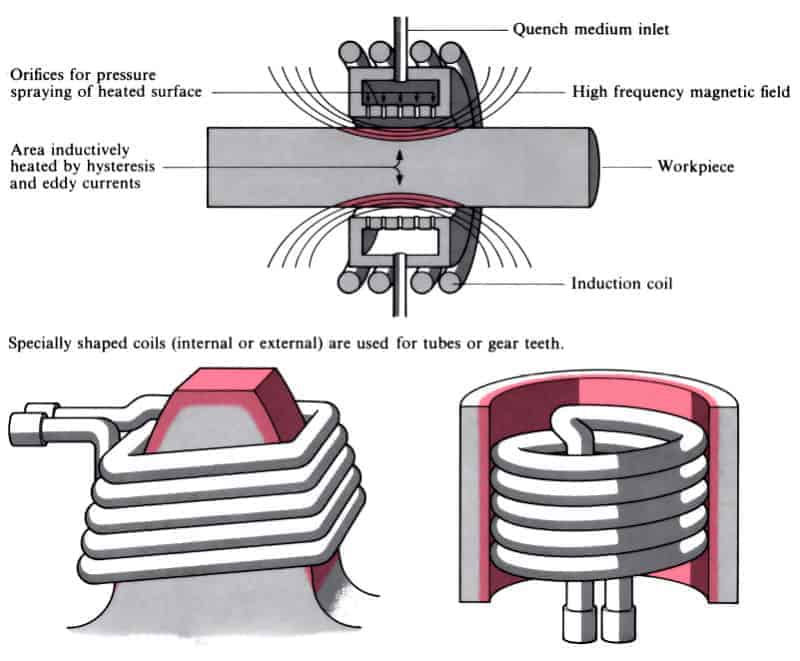
-Трехоборотная спиральная катушка индукционного нагрева, разработанная специально для этого применения
Сайт конструкция катушки индукционного нагрева Это позволило поднимать деталь в нагревательный змеевик снизу. Конструкция также была разработана таким образом, чтобы гарантировать, что она будет хорошо работать в рамках существующего оборудования заказчика. Первоначальные испытания проводились с использованием красок с индикатором температуры для оценки равномерности нагрева и скорости нагрева. После того как была достигнута хорошая картина нагрева, образцы обрабатывались с интервалами времени 1,0, 1,25 и 1,5 секунды. После нагрева образцы опускались в воду для закалки, чтобы завершить процесс закалки.

Результаты/выгоды
Скорость: фитинг нагревался менее чем за две секунды
Эффективность: Индукция потребляет меньше энергии, чем другие методы нагрева
Основание/дизайн: Индукционный нагрев может быть реализована, занимая при этом небольшую площадь, а конструкция катушки вписывается в производственную схему заказчика




