Пайка медных пластин накладными швами
Описание
Цель
Цель испытания - пайка медных и латунных пластин внахлестку с использованием индукции для замены работы резака. Накладные соединения могут быть латунь к латуни или медь к меди.

Текущий процесс с использованием горелки приводит к образованию большого количества загрязнений на сборке и требует значительной доработки после операции пайки.
Оборудование
DW-HF-25kw индукционная нагревательная машина

Материалы
- Медные и латунные купонные пластины
- Паяльный сплав - EZ Flo 45

Основные параметры - медные пластины
Мощность: 15 кВт
Нагрев до температуры: около 1350° F (732° C)
Время: Среднее время - 2 минуты

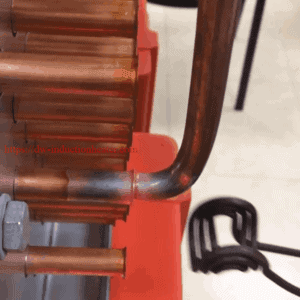
Процесс и результаты:
- Паяльная проволока EZ Flo 45 была нарезана на отрезки длиной 2 дюйма (50,8 мм) и помещена в зону сопряжения.
- Сборки были установлены (см. фотографии) и нагреты с помощью индукционный нагрев в среднем в течение 2 минут для стекания сплава и получения пайки.

Основные параметры - Медно-латунные купонные пластины
Мощность: 15 кВт
Нагрев до температуры: Приблизительно 1350° F (732° C)
Время: Среднее время - 2 минуты

Процесс и результаты:
- Паяльная проволока EZ Flo 45 была нарезана на отрезки длиной 2 дюйма (50,8 мм) и помещена в зону сопряжения.
- Сборки устанавливались (см. фотографии) и нагревались в среднем в течение 2 минут для растекания сплава и достижения индукционная пайка.