








Индукционная печь для нагрева заготовок для прокатных станов и экструзии металлов заготовки прутки стержни
Описание
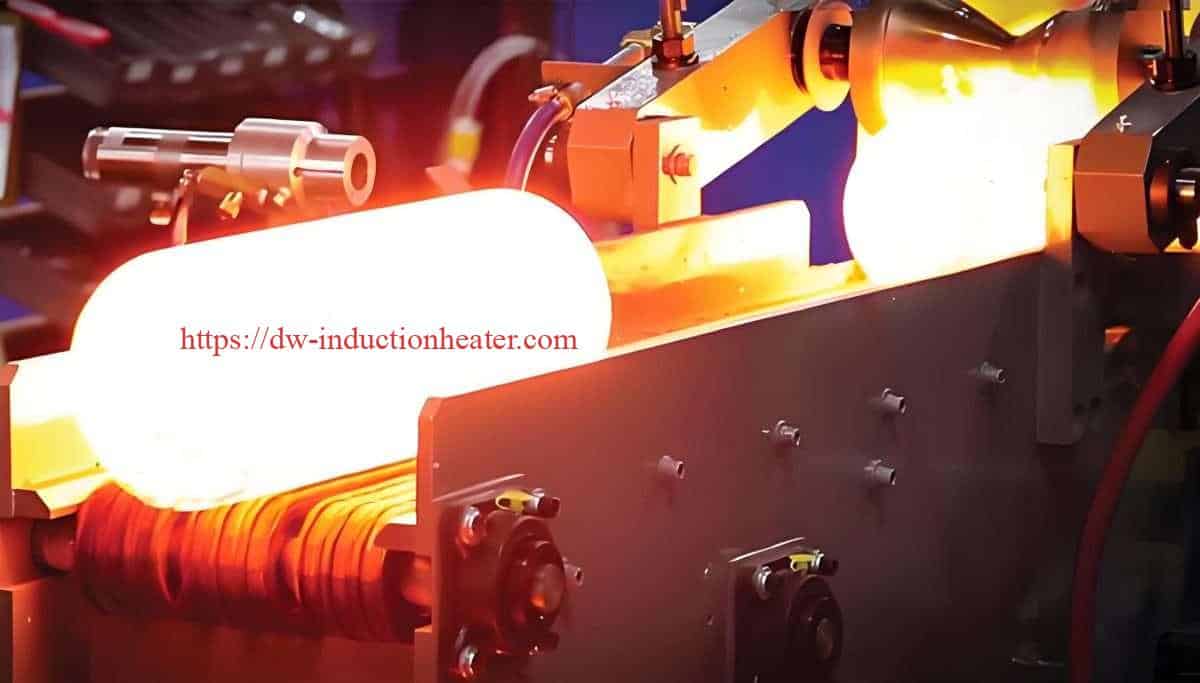
. индукционная печь для нагрева заготовок это высокоэффективное и универсальное решение для нагрева металлических заготовок, прутков и стержней перед прокаткой, экструзией или другими операциями формовки. Эта технология использует электромагнитную индукцию для выработки тепла непосредственно внутри металлической заготовки, предлагая более чистую, быструю и энергоэффективную альтернативу традиционным печам, работающим на сжигании топлива.
Описание товара
Для нагрева различных прутковых материалов: таких как сталь и железо, бронза, латунь, алюминиевый сплав и т.д.
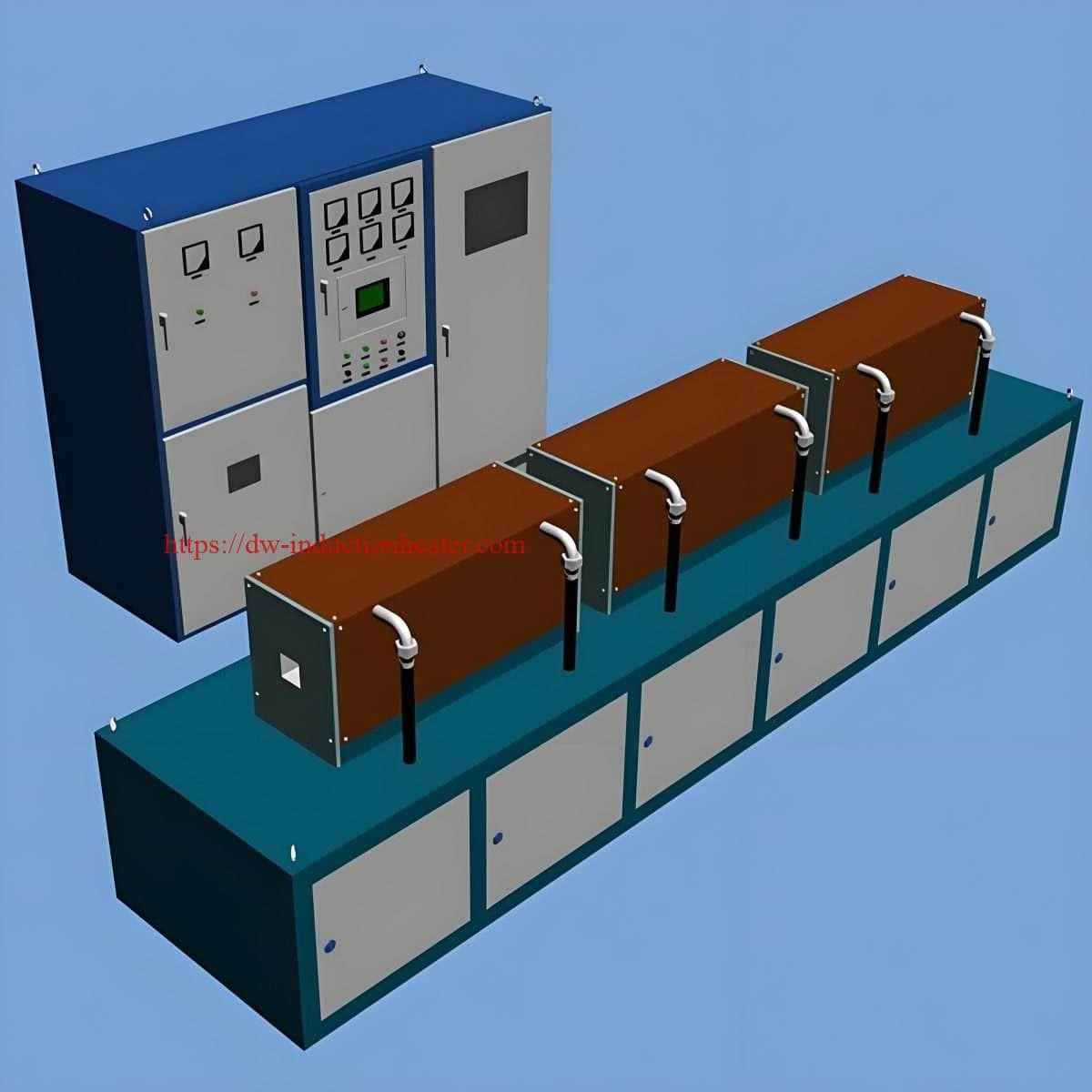
Картинка только для справки, цвет можно менять с разной мощностью.
Функции и специальные спецификации настраиваются в соответствии с требованиями заказчика.
Особенности и преимущества:
1.Автоматика: автоматическая подача, автоматический выбор хорошей или плохой заготовки, автоматическое измерение температуры, автоматическая разгрузка.
2. Интегрированный дизайн: Экономия времени, стоимости и пространства при установке.
3. Встроенная панель управления отображает рабочие состояния машины для облегчения диагностики неисправностей.
| Характеристики | Деталь | |
| 1 | Быстрый и стабильный нагрев | экономия электроэнергии 20%- 30% по сравнению с традиционным способом; Высокая эффективность и низкое энергопотребление |
| 2 | Небольшой размер | Простота установки, эксплуатации и ремонта |
| 3 | Безопасно и надежно | Нет высокого напряжения, очень безопасно для ваших работников. |
| 4 | Система циркуляции охлаждающей жидкости | Возможность непрерывной работы в течение 24 часов |
| 5 | полная самозащита функция | множество типов сигнальных ламп: Перегрузка по току, перенапряжение, перегрев, нехватка воды и т.д. Эти лампы могут контролировать и защищать машину. |
| 6 | Защита окружающей среды | Почти полное отсутствие оксидного слоя, Не производит выхлопных газов и сточных вод |
| 7 | Тип IGBT | Избегайте прерывания несвязанной электрической сети; Обеспечьте долгий срок службы машины. |

Параметры печи для нагрева заготовок:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Входное напряжение | 3 фазы, 380В/410В/440В, 50/60Гц | ||||||
| Максимальный входной ток | 320A | 400A | 480A | 640A | 800A | 960A | |
| Частота колебаний | 0.5KHz^20KHz (частота колебаний будет настроена в соответствии с размером нагревательных деталей) | ||||||
| Нагрузка на рабочий цикл | 100%, 24 часа непрерывной работы | ||||||
| Желания охлаждающей воды | 0.1MPa<Давление воды<0.3MPa, жесткость воды<50 | ||||||
| Размер | Хозяин | 1000X800X1500 мм | 1500X800X2800 мм | 850X1700X1900 мм | |||
| Удлинитель | расширение будет настроено в соответствии с материалом и размером частей нагрева | ||||||
| Вес | 110 кг | 150 кг | 160 кг | 170 кг | 200 кг | 220 кг | |
| Зависит от размерности расширения | |||||||
В индукционной печи для нагрева заготовок нагревается вся заготовка или слиток. Обычно для коротких заготовок или пулек используется бункер или чаша для автоматической подачи заготовок в линию на прижимные ролики, тракторы с цепным приводом или, в некоторых случаях, пневматические толкатели. Затем заготовки движутся по рулону одна за другой по рельсам с водяным охлаждением или по керамическим накладкам, которые уменьшают трение и предотвращают износ. Длина змеевика зависит от требуемого времени выдержки, времени цикла для каждого компонента и длины заготовки. При больших объемах работ большого сечения нередко используется 4 или 5 последовательно соединенных катушек, что позволяет получить 5 м (16 футов) катушки или более.

В этой статье рассматриваются всесторонние технические аспекты индукционных печей для нагрева прутков из различных металлов, включая сталь, медь, латунь, алюминий, титан и другие. Мы рассмотрим фундаментальные принципы, компоненты системы, технические параметры, эксплуатационные соображения и конкретные области применения различных металлов.
Зачем нужен индукционный нагрев для алюминиевых, медных и стальных прутков?
Каждый материал прутка - алюминий, медь и сталь - обладает различными тепловыми и электрическими свойствами, влияющими на его поведение при нагреве. Вот как индукционный нагрев проявляется для каждого материала:
- Алюминиевые прутья: Известные своей высокой теплопроводностью и низкой плотностью, алюминиевые прутки требуют меньшего количества циклов нагрева. Индукционный нагрев обеспечивает точный контроль температуры без перегрева или деформации чувствительных алюминиевых сплавов.
- Медные прутья: Обладая исключительно высокой тепло- и электропроводностью, медь быстро нагревается под действием индукции. Равномерный нагрев предотвращает тепловой стресс и оптимизирует эффективность.
- Стальные прутья: Сталь идеально подходит для индукционного нагрева благодаря своей относительно низкой проводимости и магнитным свойствам. Индукционные печи прекрасно справляются с нагревом стали для таких процессов, как поверхностная закалка и ковка.
Фундаментальные принципы индукционного нагрева
Индукционный нагрев Работает на принципах электромагнитная индукция и нагрев по Джоулю.
- Электромагнитное поле: Высокочастотный переменный ток (AC) проходит через специально разработанную индукционную катушку (индуктор).

- Индуцированные токи: Этот ток создает сильное, быстро меняющееся магнитное поле вокруг и внутри катушки. Если поместить в это поле проводящий металлический стержень, изменяющийся магнитный поток вызывает в нем циркулирующие электрические токи, известные как вихревые токи.
- Нагрев джоулей: Из-за электрического сопротивления металлического прутка эти вихревые токи рассеивают энергию в виде тепла (потери I²R, где I - ток, а R - сопротивление).
- Гистерезисный нагрев (для магнитных материалов): Для ферромагнитных материалов, таких как сталь, при температуре ниже температуры Кюри (около 770°C) дополнительное тепло выделяется за счет гистерезисных потерь, так как магнитные домены внутри материала сопротивляются быстрому изменению магнитного поля.

Основные параметры, влияющие на индукционный нагрев, включают:
- Частота: Определяет глубину проникновения тепла
- Плотность мощности: Регулирует скорость нагрева
- Свойства материала: Электрическое сопротивление и магнитная проницаемость
- Расстояние между муфтами: Зазор между индуктором и заготовкой
- Время пребывания: Продолжительность воздействия индукционного поля
Основные компоненты системы индукционного нагрева бара
Типичная индукционная печь для нагрева прутков состоит из следующих компонентов:
- Электропитание: Преобразует стандартную частоту сети (50/60 Гц) в среднюю или высокую частоту (от 500 Гц до 400 кГц)
- Индукционная катушка: Создает электромагнитное поле для нагрева заготовки
- Система обработки материалов: Подача прутков через зону нагрева
- Система охлаждения: Поддерживает рабочую температуру компонентов
- Система управления: Контролирует и регулирует параметры нагрева
- Устройства для измерения температуры: Пирометры или термопары для управления с обратной связью
- Система защитной атмосферы: Для чувствительных материалов, таких как титан


Технические параметры для различных видов применения металла
Параметры нагрева стального прутка
| Параметр | Низкоуглеродистая сталь | Среднеуглеродистая сталь | Высокоуглеродистая сталь | Легированная сталь |
|---|---|---|---|---|
| Оптимальная температура ковки (°C) | 1150-1250 | 1100-1200 | 1050-1150 | 1050-1200 |
| Скорость нагрева (°C/мин) | 300-600 | 250-500 | 200-400 | 200-450 |
| Плотность мощности (кВт/кг) | 1.0-1.8 | 0.9-1.6 | 0.8-1.4 | 0.8-1.5 |
| Диапазон частот (кГц) | 0.5-10 | 0.5-10 | 1-10 | 1-10 |
| Типовой КПД (%) | 70-85 | 70-85 | 65-80 | 65-80 |
| Требования к атмосфере | Воздух/азот | Воздух/азот | Контролируемая атмосфера | Контролируемая атмосфера |
Параметры нагрева прутка из цветного металла
| Параметр | Медь | Латунь | Алюминий | Титан |
|---|---|---|---|---|
| Оптимальная температура ковки (°C) | 750-900 | 650-850 | 400-500 | 900-950 |
| Скорость нагрева (°C/мин) | 150-300 | 180-350 | 250-450 | 100-200 |
| Плотность мощности (кВт/кг) | 0.6-1.2 | 0.5-1.0 | 0.4-0.8 | 0.7-1.2 |
| Диапазон частот (кГц) | 2-10 | 2-10 | 3-15 | 3-15 |
| Типовой КПД (%) | 55-70 | 60-75 | 65-80 | 60-75 |
| Требования к атмосфере | Инертный/редуцирующий | Инертный/редуцирующий | Воздух/азот | Аргон/вакуум |

Параметры конфигурации системы по диаметру прутка
| Диаметр прутка (мм) | Рекомендуемая частота (кГц) | Типичный диапазон мощности (кВт) | Максимальная пропускная способность (кг/час) | Равномерность температуры (±°C) |
|---|---|---|---|---|
| 10-25 | 8-15 | 50-200 | 100-500 | 5-10 |
| 25-50 | 4-8 | 150-400 | 300-1000 | 8-15 |
| 50-100 | 1-4 | 300-800 | 800-2500 | 10-20 |
| 100-200 | 0.5-2 | 600-1500 | 1500-5000 | 15-25 |
| >200 | 0.3-1 | 1000-3000 | 3000-10000 | 20-30 |
Анализ тепловой эффективности
Индукционный нагрев обладает значительными преимуществами в эффективности по сравнению с традиционными методами нагрева:
| Метод нагрева | Тепловая эффективность (%) | Потребление энергии (кВтч/тонна) | Выбросы CO₂ (кг/тонна) |
|---|---|---|---|
| Индукционный нагрев | 70-90 | 350-450 | 175-225 |
| Газовая печь | 20-45 | 800-1100 | 400-550 |
| Масляная печь | 20-40 | 850-1200 | 600-850 |
| Электрическое сопротивление | 45-70 | 500-650 | 250-325 |
Соображения и применение в зависимости от материала

Нагревательные печи для стального прута
Магнитные свойства стали (до достижения температуры Кюри) делают ее идеальной для индукционного нагрева, что обеспечивает высокую эффективность.
Таблица : Технические характеристики индукционных печей для стальных прутков
| Параметр | Малая вместимость | Средняя вместимость | Большая вместимость |
|---|---|---|---|
| Номинальная мощность (кВт) | 100-300 | 350-800 | 900-3000 |
| Диапазон частот (кГц) | 1-5 | 0.5-3 | 0.2-1 |
| Макс. Диаметр прутка (мм) | 25-80 | 80-150 | 150-300 |
| Тепловая мощность (кг/ч) | 200-600 | 600-1500 | 1500-5000 |
| Диапазон температур (°C) | 500-1250 | 500-1250 | 500-1250 |
| Потребление энергии (кВтч/т) | 280-340 | 250-310 | 230-290 |
Таблица: Характеристики нагрева стальных прутьев
| Диаметр прутка (мм) | Время нагрева до 1200°C (мин) | Потребляемая мощность (кВтч) | Равномерность температуры (±°C) |
|---|---|---|---|
| 30 | 2-3 | 15-22 | ±8 |
| 60 | 4-7 | 40-55 | ±10 |
| 120 | 8-12 | 100-140 | ±15 |
| 250 | 15-22 | 300-380 | ±20 |
Сталь остается самым распространенным материалом, нагреваемым в индукционные печи. Точка Кюри (около 760°C) существенно влияет на процесс нагрева, поскольку выше этой температуры магнитные свойства изменяются.
Для стальных прутков индукционный нагрев обеспечивает:
- Последовательный сквозной нагрев для получения однородной микроструктуры
- Минимальное образование окалины (0,3-0,8% потери материала по сравнению с 2-3% в обычных печах)
- Точный контроль температуры для критических сплавов
Пример применения: Производство автомобильных коленчатых валов требует нагрева прутков легированной стали диаметром 60 мм до 1180°C с равномерностью ±10°C. Современные индукционные системы достигают этого при потребляемой мощности 450 кВт на частоте 3 кГц, обрабатывая 1200 кг/час с эффективностью 78%.
Отопительные печи Copper Bar
Отличная электропроводность меди делает ее сложной для индукционного нагрева, требующего специального оборудования.
Таблица : Технические характеристики индукционных печей для медных прутков
| Параметр | Малая вместимость | Средняя вместимость | Большая вместимость |
|---|---|---|---|
| Номинальная мощность (кВт) | 75-200 | 250-600 | 700-2000 |
| Диапазон частот (кГц) | 3-10 | 2-6 | 1-4 |
| Макс. Диаметр прутка (мм) | 15-50 | 50-100 | 100-200 |
| Тепловая мощность (кг/ч) | 150-400 | 400-1000 | 1000-3500 |
| Диапазон температур (°C) | 400-1000 | 400-1000 | 400-1000 |
| Потребление энергии (кВтч/т) | 290-350 | 260-320 | 240-300 |
Таблица: Характеристики нагрева медной шины
| Диаметр прутка (мм) | Время нагрева до 800°C (мин) | Потребляемая мощность (кВтч) | Равномерность температуры (±°C) |
|---|---|---|---|
| 20 | 2-4 | 12-18 | ±4 |
| 40 | 4-8 | 30-40 | ±6 |
| 80 | 9-14 | 80-110 | ±9 |
| 150 | 18-25 | 200-260 | ±12 |
Высокая теплопроводность меди создает трудности для равномерного нагрева. Для оптимизации скин-эффекта и обеспечения равномерного распределения тепла обычно используются более высокие частоты (3-10 кГц).
Технические параметры для экструзии медных прутков:
- Оптимальная температура нагрева: 750-850°C
- Плотность мощности: 0,8-1,0 кВт/кг
- Время нагрева для 50-миллиметрового прутка: 2-3 минуты
- Выбор частоты: 4-8 кГц
- Атмосфера: Азот или восстановительная атмосфера для предотвращения окисления
Печи для нагрева алюминиевых прутков
Высокая теплопроводность и низкое удельное электрическое сопротивление алюминия создают уникальные проблемы для индукционного нагрева.
Таблица : Технические характеристики индукционных печей для алюминиевых прутков
| Параметр | Малая вместимость | Средняя вместимость | Большая вместимость |
|---|---|---|---|
| Номинальная мощность (кВт) | 50-150 | 200-500 | 600-1500 |
| Диапазон частот (кГц) | 2-8 | 1-4 | 0.5-3 |
| Макс. Диаметр прутка (мм) | 20-60 | 60-120 | 120-250 |
| Тепловая мощность (кг/ч) | 100-300 | 300-800 | 800-3000 |
| Диапазон температур (°C) | 300-650 | 300-650 | 300-650 |
| Потребление энергии (кВтч/т) | 320-380 | 280-340 | 260-310 |
Таблица : Характеристики нагрева алюминиевого прутка
| Диаметр прутка (мм) | Время нагрева до 550°C (мин) | Потребляемая мощность (кВтч) | Равномерность температуры (±°C) |
|---|---|---|---|
| 25 | 3-5 | 15-20 | ±5 |
| 50 | 6-10 | 35-45 | ±7 |
| 100 | 12-18 | 90-120 | ±10 |
| 200 | 25-35 | 250-320 | ±15 |
Высокая электропроводность алюминия и низкая температура плавления требуют тщательного контроля:
Критические параметры для нагрева алюминиевых заготовок:
- Точный контроль температуры (±5°C) для предотвращения частичного расплавления
- Более высокие частоты (5-15 кГц) для преодоления высокой проводимости
- Типичная плотность мощности: 0,4-0,7 кВт/кг
- Регулировка скорости нарастания температуры: 250-400°C/мин
- Автоматические системы выброса для предотвращения перегрева

Обработка титана
Реактивность титана с кислородом требует создания защитной атмосферы:
Особые требования к нагреву титана:
- Защита от аргонового газа или вакуумных сред
- Однородность температуры в пределах ±8°C
- Типичные рабочие температуры: 900-950°C
- Умеренные плотности мощности: 0,7-1,0 кВт/кг
- Усовершенствованные системы мониторинга для предотвращения возникновения "горячих точек
Расширенные возможности проектирования и управления системой
Технология электропитания
В современных системах индукционного нагрева прутков используются полупроводниковые источники питания со следующими характеристиками:
| Тип источника питания | Диапазон частот | Коэффициент мощности | Эффективность | Точность управления |
|---|---|---|---|---|
| IGBT-инвертор | 0,5-10 кГц | >0.95 | 92-97% | ±1% |
| MOSFET-инвертор | 5-400 кГц | >0.93 | 90-95% | ±1% |
| Преобразователь SCR | 0,05-3 кГц | >0.90 | 85-92% | ±2% |

Системы контроля температуры
| Метод контроля | Точность | Время отклика | Приложение |
|---|---|---|---|
| Оптическая пирометрия | ±5°C | 10-50 мс | Температура поверхности |
| Многоточечные термопары | ±3°C | 100-500 мс | Мониторинг профиля |
| Тепловидение | ±7°C | 30-100 мс | Анализ всей поверхности |
| Математическое моделирование | ±10°C | В режиме реального времени | Оценка температуры тела |
Анализ энергопотребления
Приведенные ниже данные представляют собой типичные схемы энергопотребления для барных отопительных систем:
| Тип металла | Диаметр прутка (мм) | Требуемая энергия (кВтч/тонна) | Сокращение выбросов CO₂ по сравнению с газом (%) |
|---|---|---|---|
| Углеродистая сталь | 50 | 380-420 | 55-65 |
| Нержавеющая сталь | 50 | 400-450 | 50-60 |
| Медь | 50 | 200-250 | 60-70 |
| Алюминий | 50 | 160-200 | 65-75 |
| Титан | 50 | 450-500 | 45-55 |
Тематическое исследование: Оптимизированная индукционная система для обработки нескольких металлов
Современная система индукционного нагрева прутка, предназначенная для гибкого производства, демонстрирует универсальность нынешней технологии:
Технические характеристики системы:
- Мощность: 800 кВт
- Диапазон частот: 0,5-10 кГц (автоматически настраивается)
- Диапазон диаметров прутка: 30-120 мм
- Максимальная производительность: 3 000 кг/час (сталь)
- Диапазон температур: 400-1300°C
- Контроль атмосферы: Регулируется от окислительной до инертной
- Система рекуперации энергии: 15-20% рекуперация энергии

Характеристики по материалам:
| Материал | Размер прутка (мм) | Производительность (кг/час) | Потребление энергии (кВтч/тонна) | Равномерность температуры (±°C) |
|---|---|---|---|---|
| Углеродистая сталь | 80 | 2,800 | 390 | 12 |
| Легированная сталь | 80 | 2,600 | 410 | 14 |
| Нержавеющая сталь | 80 | 2,400 | 430 | 15 |
| Медь | 80 | 3,200 | 220 | 8 |
| Латунь | 80 | 3,000 | 210 | 10 |
| Алюминий | 80 | 2,200 | 180 | 7 |
| Титан | 80 | 1,800 | 470 | 9 |

Будущие тенденции и инновации
Сайт индукционный нагрев прутка Индустрия продолжает развиваться благодаря нескольким ключевым технологическим тенденциям:
- Технология цифрового двойника: Модели моделирования в реальном времени, прогнозирующие распределение температуры по всему брусу
- Адаптивное управление на основе искусственного интеллекта: Самооптимизирующиеся системы, которые регулируют параметры в зависимости от изменений материала
- Гибридные системы отопления: Комбинированный индукционный и кондукционный нагрев для оптимального использования энергии
- Усовершенствованная силовая электроника: Полупроводники с широкой полосой пропускания (SiC, GaN), обеспечивающие более высокий КПД
- Усовершенствованная теплоизоляция: Нанокерамические материалы, снижающие тепловые потери на 15-25%
Заключение
Индукционные системы нагрева металлических прутков отправлено сложная и универсальная технология для металлообработки. Возможность точного управления параметрами нагрева, достижения превосходной равномерности температуры и значительного снижения энергопотребления делает эти системы идеальными для операций обработки металлов высокой стоимости.
Выбор соответствующих технических параметров - частоты, плотности мощности, времени нагрева и контроля атмосферы - должен быть тщательно согласован с конкретным материалом и требованиями к применению. Современные системы обеспечивают беспрецедентный уровень контроля, эффективности и гибкости, позволяя производителям обрабатывать широкий спектр материалов с оптимальными результатами.
Индукционные печи для нагрева прутка незаменимы для нагрева алюминиевых, медных и стальных прутков, обеспечивая непревзойденную эффективность, равномерность и устойчивость. Независимо от того, хотите ли вы оптимизировать кузнечные операции или добиться точного контроля температуры при термообработке, эта технология обеспечивает оптимальные результаты в различных отраслях промышленности. Благодаря настраиваемым параметрам и передовым возможностям индукционные печи формируют будущее процессов нагрева металлов.



