
Применение процесса индукционной закалки поверхности
Что такое индукционная закалка?
Индукционная закалка это вид термообработки, при котором металлическая деталь с достаточным содержанием углерода нагревается в индукционном поле, а затем быстро охлаждается. Это повышает как твердость, так и хрупкость детали. Индукционный нагрев позволяет локализовать нагрев до заранее заданной температуры и точно контролировать процесс закалки. Таким образом, гарантируется повторяемость процесса. Обычно индукционная закалка применяется для металлических деталей, которые должны обладать высокой износостойкостью поверхности, сохраняя при этом свои механические свойства. После индукционной закалки металлическую деталь необходимо закалить в воде, масле или на воздухе, чтобы добиться определенных свойств поверхностного слоя.

Индукционная закалка это метод быстрого и выборочного упрочнения поверхности металлической детали. Медная катушка со значительным уровнем переменного тока помещается рядом с деталью (не касаясь ее). Тепло выделяется на поверхности и вблизи нее за счет вихревых токов и гистерезисных потерь. Закалка, обычно на водной основе с добавлением, например, полимера, направляется на деталь или она погружается в воду. В результате структура преобразуется в мартенсит, который намного тверже предыдущей структуры.
Популярный современный тип оборудования для индукционной закалки называется сканером. Деталь удерживается между центрами, вращается и пропускается через прогрессивную катушку, которая обеспечивает как нагрев, так и закалку. Закалка направлена под катушку, поэтому любой участок детали быстро охлаждается сразу после нагрева. Уровень мощности, время выдержки, скорость сканирования (подачи) и другие параметры процесса точно контролируются компьютером.
Процесс закалки в корпусе, используемый для повышения износостойкости, поверхностной твердости и усталостной прочности за счет создания упрочненного поверхностного слоя при сохранении незатронутой микроструктуры сердцевины.
Индукционная закалка используется для повышения механических свойств деталей из черных металлов в определенной области. Типичными областями применения являются трансмиссии, подвески, компоненты двигателей и штамповки. Индукционная закалка отлично подходит для устранения гарантийных претензий/отказов в полевых условиях. Основными преимуществами являются повышение прочности, усталостной прочности и износостойкости в локальной области без необходимости перепроектирования детали.
Процессы и отрасли, в которых может быть использована индукционная закалка:
Термообработка
Упрочнение цепи
Закалка труб и трубок
Судостроение
Аэрокосмическая промышленность
Железная дорога
Автомобили
Возобновляемые источники энергии

Преимущества индукционной закалки:
Предпочитается для деталей, подвергающихся большим нагрузкам. Индукция придает высокую поверхностную твердость с глубоким корпусом, способным выдерживать чрезвычайно высокие нагрузки. Усталостная прочность повышается за счет образования мягкой сердцевины, окруженной чрезвычайно прочным внешним слоем. Эти свойства желательны для деталей, испытывающих крутильные нагрузки, и поверхностей, подвергающихся ударным нагрузкам. Индукционная обработка выполняется по одной детали за раз, что позволяет добиться очень предсказуемого изменения размеров от детали к детали.
Точный контроль температуры и глубины закалки
Контролируемый и локализованный нагрев
Легко интегрируется в производственные линии
Быстрый и повторяемый процесс
Каждая заготовка может быть закалена по точным оптимизированным параметрам
Энергоэффективный процесс
Стальные и нержавеющие детали, которые можно закалить индукционным методом:
Крепеж, фланцы, шестерни, подшипники, трубы, внутренние и внешние кольца, коленчатые и распределительные валы, вилки, приводные валы, выходные валы, шпиндели, торсионы, поворотные кольца, проволока, клапаны, буры и т.д.

Повышенная износостойкость
Существует прямая зависимость между твердостью и износостойкостью. Износостойкость детали значительно увеличивается при индукционной закалке, если предположить, что исходное состояние материала было либо отожженным, либо обработанным до более мягкого состояния.
Повышенная прочность и усталостная долговечность благодаря мягкой сердцевине и остаточному сжимающему напряжению на поверхности.
Сжимающее напряжение (обычно считающееся положительным признаком) является результатом того, что упрочненная структура у поверхности занимает немного больший объем, чем сердцевина и предыдущая структура.
Детали могут подвергаться закалке после Индукционная закалка для регулировки уровня жесткости по желанию
Как и при любом другом процессе, приводящем к образованию мартенситной структуры, отпуск снижает твердость и одновременно уменьшает хрупкость.
Глубокий корпус с прочной сердцевиной
Типичная глубина гильзы составляет .030 - .120 дюймов, что в среднем больше, чем при таких процессах, как науглероживание, карбонитрирование и различные виды азотирования при субкритических температурах. Для некоторых проектов, таких как оси или детали, которые все еще пригодны к использованию даже после значительного износа материала, глубина гильзы может достигать ½ дюйма или больше.
Процесс селективной закалки без маскировки
Участки, обработанные после сварки или механической обработки, остаются мягкими - мало какой другой процесс термообработки способен достичь этого.
Относительно минимальные искажения
Пример: вал 1" Ø x 40" длиной, который имеет две равномерно расположенные шейки, каждая длиной 2", требующие поддержки нагрузки и износостойкости. Индукционная закалка выполняется только на этих поверхностях, общей длиной 4 дюйма. При использовании обычного метода (или при индукционной закалке по всей длине, если на то пошло) коробление было бы значительно больше.
Позволяет использовать недорогие стали, такие как 1045
Наиболее популярной сталью, используемой для деталей, подлежащих индукционной закалке, является 1045. Она легко поддается обработке, имеет низкую стоимость, а благодаря содержанию углерода 0,45%, может быть подвергнута индукционной закалке до 58 HRC+. Кроме того, у него относительно низкий риск растрескивания в процессе обработки. Другими популярными материалами для этого процесса являются 1141/1144, 4140, 4340, ETD150 и различные чугуны.

Ограничения индукционной закалки
Требуется индукционная катушка и оснастка, соответствующая геометрии детали
Поскольку расстояние между деталью и катушкой имеет решающее значение для эффективности нагрева, размер и контур катушки должны быть тщательно подобраны. Хотя у большинства обработчиков есть арсенал основных катушек для нагрева круглых форм, таких как валы, штифты, ролики и т. д., для некоторых проектов может потребоваться катушка на заказ, иногда стоимостью в тысячи долларов. В проектах со средним и большим объемом производства выгода от снижения стоимости обработки одной детали может легко компенсировать стоимость катушки. В других случаях инженерные преимущества процесса могут перевесить затраты. В противном случае, при небольших объемах проектов стоимость катушки и оснастки обычно делает процесс нецелесообразным, если необходимо изготовить новую катушку. Кроме того, во время обработки деталь необходимо каким-то образом поддерживать. Для деталей типа валов популярным методом является обкатка между центрами, но во многих других случаях необходимо использовать специальную оснастку.
Большая вероятность растрескивания по сравнению с большинством процессов термообработки
Это связано с быстрым нагревом и закалкой, а также с тенденцией к образованию горячих точек на таких элементах/гранях, как: шпонки, канавки, поперечные отверстия, резьба.
Искажения при индукционной закалке
Уровень искажений, как правило, выше, чем при ионном или газовом азотировании, из-за быстрого нагрева/закалки и возникающего в результате мартенситного превращения. Тем не менее, индукционная закалка может давать меньше искажений, чем обычная термообработка, особенно если она применяется только к отдельным участкам.
Ограничения по материалу при индукционной закалке
С тех пор как процесс индукционной закалки обычно не сопровождается диффузией углерода или других элементов, материал должен содержать достаточное количество углерода вместе с другими элементами, чтобы обеспечить закалку, поддерживающую мартенситное превращение до желаемого уровня твердости. Обычно это означает, что углерод находится в диапазоне 0,40%+, обеспечивая твердость 56 - 65 HRC. Можно использовать материалы с более низким содержанием углерода, такие как 8620, с уменьшением достижимой твердости (в данном случае 40-45 HRC). Такие стали, как 1008, 1010, 12L14, 1117, как правило, не используются из-за ограниченного увеличения достижимой твердости.
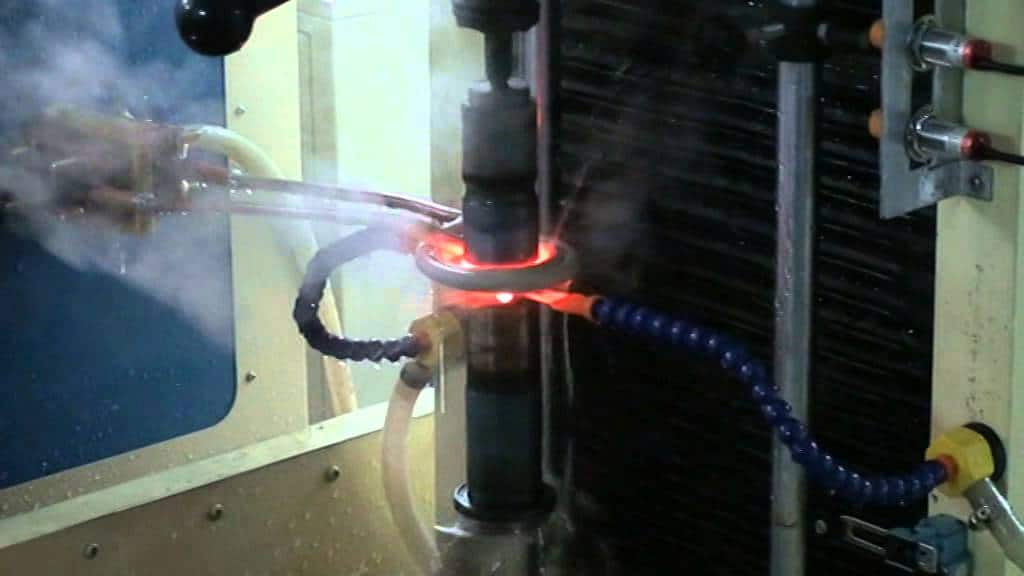
Детали процесса индукционной закалки поверхности
Индукционная закалка это процесс, используемый для поверхностной закалки стали и других сплавов. Детали, подлежащие термообработке, помещаются внутрь медной катушки и нагреваются выше температуры превращения путем подачи на катушку переменного тока. Переменный ток в катушке создает переменное магнитное поле внутри детали, которое заставляет внешнюю поверхность детали нагреваться до температуры выше температуры превращения.
Компоненты нагреваются с помощью переменного магнитного поля до температуры в пределах или выше диапазона трансформации с последующей немедленной закалкой. Это электромагнитный процесс с использованием медной катушки индуктивности, на которую подается ток определенной частоты и мощности.
