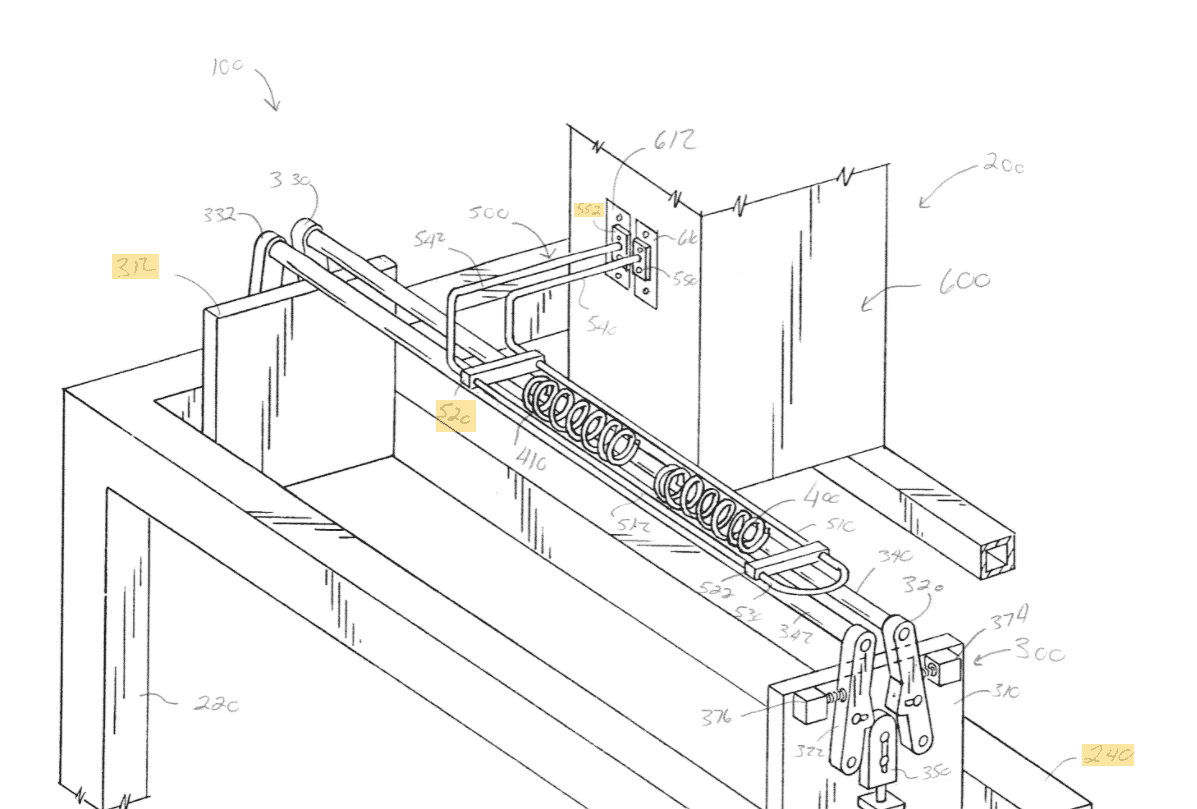
Аппарат для Индукционная закалка пружина, имеющая спиралевидную или ульевую форму. Аппарат имеет систему поддержки вращения и систему индукционного нагрева. Система поддержки вращения предназначена для поддержки пружины во время ее нагрева системой индукционного нагрева. На сайте индукционная система нагрева имеет систему индукционной катушки с системой катушек. Система катушек имеет разнесенную область, предназначенную для приема пружины и нагрева пружины, пока пружина поддерживается на вращающейся опорной системе.
 Пружины или рессоры изготавливаются путем термической деформации стальных профилей. Из-за особенностей пружинной стали существуют определенные требования к температуре нагрева и времени в процессе нагрева. Кроме предварительного нагрева перед прокаткой в витки пружин или штамповкой в рессоры, существуют и другие требования к термообработке, например, отжиг проволоки пружинного стержня и индукционная поверхностная закалка стальных панелей. Обладая такими характеристиками, как быстрый нагрев, быстрое отключение, точный контроль выходной мощности и различные диапазоны частот, HLQ источник питания для индукционного нагрева очень хорошо подходит для термического деформационного нагрева пружинной стали, особенно в промышленности автозапчастей, где используются рессоры или на заводах по производству несущих пружин. Разработанная профессионалами из HLQ, наша индукционные нагревательные приборы Все они обладают такими преимуществами, как энергосбережение, быстрый запуск/остановка, 24-часовой рабочий цикл, высокая мощность, высокая степень автоматизации, высокая эффективность, простота обслуживания и длительный срок службы. Наши индукционные нагреватели получили широкое признание клиентов в отрасли производства пружинной стали.
Пружины или рессоры изготавливаются путем термической деформации стальных профилей. Из-за особенностей пружинной стали существуют определенные требования к температуре нагрева и времени в процессе нагрева. Кроме предварительного нагрева перед прокаткой в витки пружин или штамповкой в рессоры, существуют и другие требования к термообработке, например, отжиг проволоки пружинного стержня и индукционная поверхностная закалка стальных панелей. Обладая такими характеристиками, как быстрый нагрев, быстрое отключение, точный контроль выходной мощности и различные диапазоны частот, HLQ источник питания для индукционного нагрева очень хорошо подходит для термического деформационного нагрева пружинной стали, особенно в промышленности автозапчастей, где используются рессоры или на заводах по производству несущих пружин. Разработанная профессионалами из HLQ, наша индукционные нагревательные приборы Все они обладают такими преимуществами, как энергосбережение, быстрый запуск/остановка, 24-часовой рабочий цикл, высокая мощность, высокая степень автоматизации, высокая эффективность, простота обслуживания и длительный срок службы. Наши индукционные нагреватели получили широкое признание клиентов в отрасли производства пружинной стали.

Процесс индукционной закалки металла является стандартным процессом, используемым при изготовлении пружин. Один из распространенных процессов закалки заключается в использовании традиционной атмосферной печи. Такие процессы закалки очень медленные. Пружины могут быть изготовлены из различных металлов (например, нержавеющей стали, углеродистой стали, легированной стали и т. д.). При правильной закалке и отпуске металла пружины достигаются определенные металлургические параметры, такие как твердость и микроструктура.
При закалке пружины в традиционной атмосферной печи пружина сначала помещается в печь, установленную при определенной температуре, на определенный период времени. После этого пружину вынимают и закаливают в масле или другой закалочной жидкости. После этого процесса первоначальной закалки твердость пружины обычно выше желаемой. Поэтому пружину обычно подвергают процессу отпуска, пока она не приобретет желаемые физические свойства. При правильной обработке пружины часть кристаллической структуры стали переходит в закаленный мартенсит, а большая часть карбидов растворяется, обеспечивая желаемую структуру сердцевины пружины и желаемую поверхностную твердость пружины.
Другой процесс, используемый для закалки пружин, - это
индукционный нагрев. Процесс индукционного нагрева происходит за счет наведения электромагнитного поля в проводящем материале пружины. Внутри проводящего материала возникают вихревые токи, сопротивление которых приводит к нагреву по Джоулю. При необходимости индукционный нагрев можно использовать для нагрева стали до температуры плавления, что более чем достаточно для аустенизации изделия.
Процесс индукционного нагрева может обеспечить более быстрое время цикла нагрева, чем нагрев в традиционных атмосферных печах, и процесс индукционного нагрева может упростить обработку материала пружин и потенциально может позволить автоматизировать обработку материала пружины в процессе закалки. Хотя индукционный нагрев имеет ряд преимуществ перед традиционными атмосферными печами, при индукционном нагреве пружин возникают проблемы, связанные с равномерным нагревом пружины по всей ее длине, перегревом концов пружины и поддержанием
катушка индукционного нагрева эффективность.

 Пружины или рессоры изготавливаются путем термической деформации стальных профилей. Из-за особенностей пружинной стали существуют определенные требования к температуре нагрева и времени в процессе нагрева. Кроме предварительного нагрева перед прокаткой в витки пружин или штамповкой в рессоры, существуют и другие требования к термообработке, например, отжиг проволоки пружинного стержня и индукционная поверхностная закалка стальных панелей. Обладая такими характеристиками, как быстрый нагрев, быстрое отключение, точный контроль выходной мощности и различные диапазоны частот, HLQ источник питания для индукционного нагрева очень хорошо подходит для термического деформационного нагрева пружинной стали, особенно в промышленности автозапчастей, где используются рессоры или на заводах по производству несущих пружин. Разработанная профессионалами из HLQ, наша индукционные нагревательные приборы Все они обладают такими преимуществами, как энергосбережение, быстрый запуск/остановка, 24-часовой рабочий цикл, высокая мощность, высокая степень автоматизации, высокая эффективность, простота обслуживания и длительный срок службы. Наши индукционные нагреватели получили широкое признание клиентов в отрасли производства пружинной стали.
Пружины или рессоры изготавливаются путем термической деформации стальных профилей. Из-за особенностей пружинной стали существуют определенные требования к температуре нагрева и времени в процессе нагрева. Кроме предварительного нагрева перед прокаткой в витки пружин или штамповкой в рессоры, существуют и другие требования к термообработке, например, отжиг проволоки пружинного стержня и индукционная поверхностная закалка стальных панелей. Обладая такими характеристиками, как быстрый нагрев, быстрое отключение, точный контроль выходной мощности и различные диапазоны частот, HLQ источник питания для индукционного нагрева очень хорошо подходит для термического деформационного нагрева пружинной стали, особенно в промышленности автозапчастей, где используются рессоры или на заводах по производству несущих пружин. Разработанная профессионалами из HLQ, наша индукционные нагревательные приборы Все они обладают такими преимуществами, как энергосбережение, быстрый запуск/остановка, 24-часовой рабочий цикл, высокая мощность, высокая степень автоматизации, высокая эффективность, простота обслуживания и длительный срок службы. Наши индукционные нагреватели получили широкое признание клиентов в отрасли производства пружинной стали.

