
Цель
Полностью цельный высокочастотный индукционный малые медные трубы пайки соединения с использованием индукционной паяльной системы DW-UHF-10 кВт и имеющейся разъемной лабораторной катушки
Тест 1
Оборудование
Индукционная паяльная машина DW-UHF-10kw

Материалы
- Медные трубки - Всасывающая трубка
- Паяльная паста
Основные параметры
Мощность: 9,58 кВт
Температура: Приблизительно 1500° F (815° C)
Время: 5 - 5,2 секунды
Тест 2
Оборудование
DW-UHF-10kw система индукционной пайки
Материалы
- Медные трубки - Трубка конденсатора
- Паяльная паста
Основные параметры
Мощность: 8,83 кВт
Температура: Приблизительно 1300° F (704° C)
Время: 2 секунды

Процесс:
Тест 1
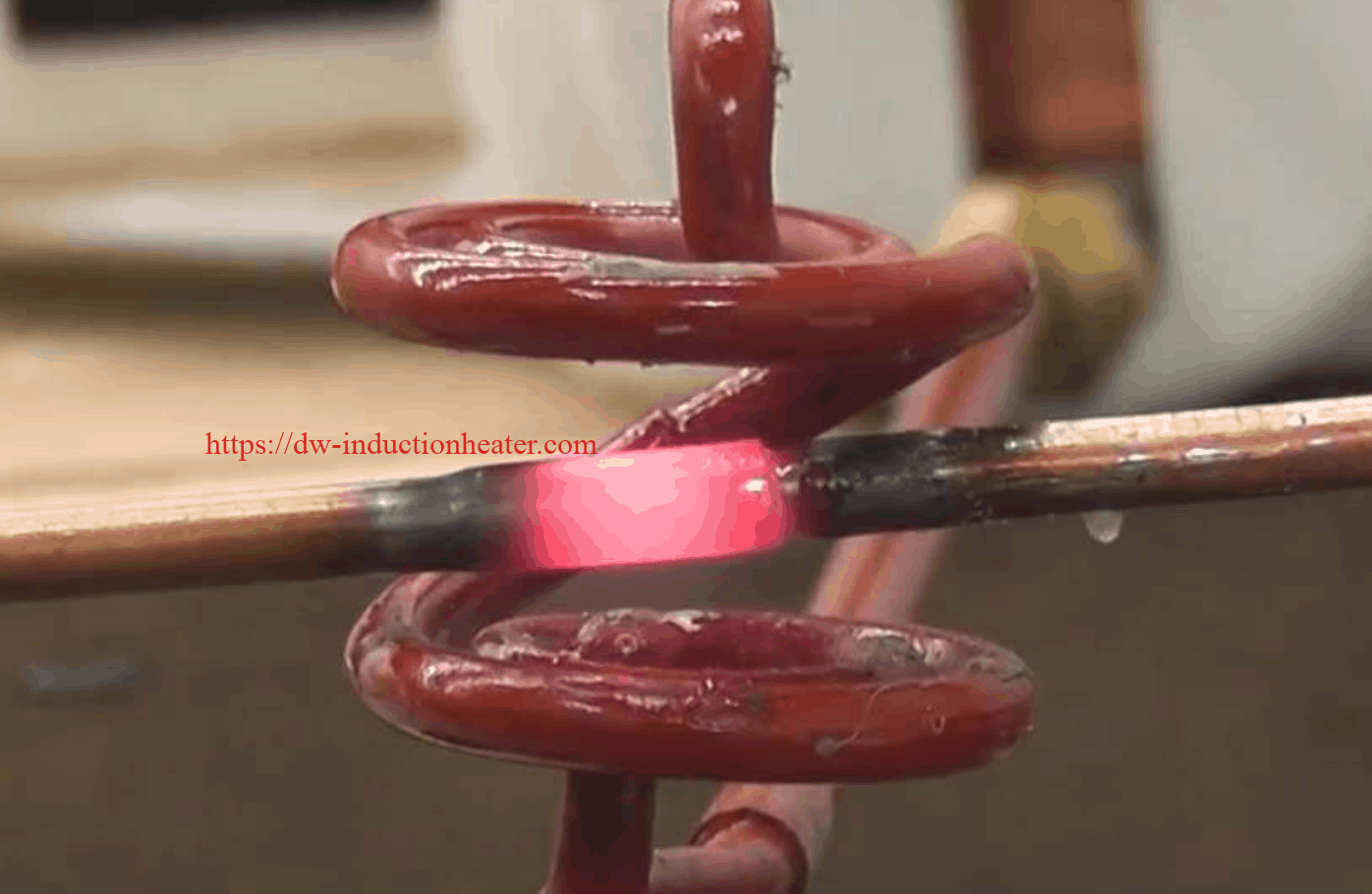
Поскольку для испытаний была предоставлена только одна сборка, мы создали испытательную нагрузку с помощью толстостенной медной трубки диаметром 5/16", установленной таким образом, чтобы одна трубка соединялась с другой на сформированном открытом фланцевом конце. Время нагрева оценивалось на основе использования краски темпилак для указания температуры. Тестовый узел (за которым следовали предоставленные компоненты) был собран с покрытием из паяльной пасты из сплава 505 и помещен в лабораторную тестовую катушку (прилагаемые фотографии). Было установлено, что цикл нагрева 5 - 5,2 секунды позволяет сплаву растечься и создать соединение.
Тест 2:
Меньшая трубка (трубка конденсатора) была собрана, и кольцо из прилагаемого паяльного сплава (серебряного припоя) было сформировано и помещено на пересечение двух трубок. Время нагрева 2 секунды было достаточно для растекания сплава и завершения соединения.

Результаты/выгоды:
- Как было продемонстрировано, система индукционной пайки DW-UHF-10kw способна осуществлять индукционный нагрев как самых больших, так и самых маленьких трубных секций для завершения паяного соединения. Время нагрева с использованием имеющейся тестовой катушки находится в пределах ожидаемого времени нагрева на производстве, требуемого FLDWX
- Для разработки окончательного варианта HLQ потребуется полная сборка. конструкция катушек индукционного нагрева который может вместить все 12 соединений, указанных на фотографии вашей схемы. Необходимо знать и видеть зазоры между паяемыми соединениями трубок и стальной секцией компрессора, чтобы убедиться, что стальной корпус не пострадает от результирующего ВЧ-поля, создаваемого в нагрузочной катушке. В окончательном варианте может потребоваться добавление ферритовых материалов в катушку, которые будут фокусировать ВЧ-поле на медных проводах, а не на стальном корпусе.
- Первые испытания были проведены на DW-UHF-10 кВт с использованием имеющейся лабораторной катушки. Производственная катушка индукционного нагрева будет заключена в непроводящий корпус, что позволит оператору использовать ее для размещения катушки на медных проводах для точного и надежного нагрева в процессе пайки. Конструкция производственной катушки будет включать в себя более короткие выводы, чем у тестовой катушки, и будет сконфигурирована таким образом, чтобы улучшить тепловые циклы (сократить время нагрева).

- HLQ может предоставить систему с дополнительным управлением процессом. Это будет фактически запрограммированный технологический цикл, который будет разработан для каждого соединения, указанного на фотографии сборки, предоставленной вместе с заявкой от FLDWX. Каждое из 12 соединений будет запрограммировано последовательно для каждого конкретного соединения - это позволит оператору двигаться в той же последовательности, как запрограммировано, от соединения 1 к соединению 12. Каждый цикл работы катушки/ручки индукционного припоя U будет перемещать процесс от соединения 1 (время нагрева и мощность %) к соединению 2 (время нагрева и мощность %) и т.д. вплоть до соединения 12. Введенная последовательность должна соблюдаться для каждого узла. Это избавит от необходимости угадывать время пайки каждого соединения и обеспечит повторяемость процесса.

- Еще одним вариантом для рассмотрения может стать опция HLQ Robotic Arm. Этот вариант поддерживает катушки индукционного припоя/ корпус катушки и приводит в действие сборку, когда она запрограммирована для размещения катушки в каждой области сустава. Опорный рычаг вращается и перемещает катушку/корпус катушки в нужное положение и под нужным углом для каждого сустава, обеспечивая положение грунта и время нагрева.
