Brazarea tubului de oțel la tubul de cupru cu încălzitorul cu inducție
Descriere
Inducție de înaltă frecvență Brazarea tubului de oțel la tubul de cupru
Obiectiv
Scopul este de a lipi un tub de oțel de un tub de cupru în 60 de secunde folosind flux și aliaj de lipire.
Echipament
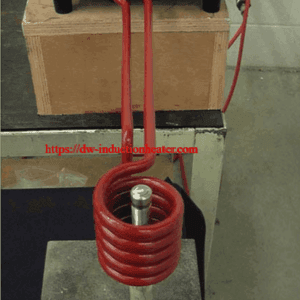
DW-UHF-10kw inducție brazare încălzitor
Bobină cu diametru dublu cu trei spire
Materiale
- Tub de oțel și receptor de cupru
- Aliaj de brazare (CDA 681)
- Fluxul B-1
Parametrii cheie
Temperatura: Aproximativ 1750° F (954° C)
Frecvență: 148 kHz
Proces:
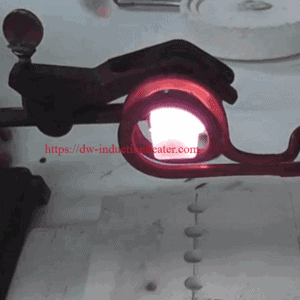
- Secțiunea de asamblare a fost preasamblată și fluxată (B-1), apoi amplasată în bobina cu două diametre, cu un singur inel de aliaj preformat amplasat în zona de interfață.
- Fluxul și îmbinarea aliajului se realizează în 60 de secunde.
- Materialul a fost răcit în apă după finalizarea lipire prin inducție.
- Îmbinarea a fost apoi secționată pentru a valida faptul că procesul de lipire a produs o îmbinare puternică, de înaltă calitate.
Rezultate/Beneficii:
- Îmbinări puternice și durabile cu încălzire prin inducție
- Zonă de încălzire selectivă și precisă, rezultând mai puține distorsiuni ale pieselor și mai puține tensiuni ale îmbinărilor decât la sudare
- Mai puțină oxidare
- Cicluri de încălzire mai rapide
- Rezultate mai consistente și adecvare pentru producția de volume mari, fără a fi necesară prelucrarea pe loturi
- Mai sigur decât brazarea cu flacără