
Soluții de sudare a tuburilor și țevilor prin inducție de înaltă frecvență
Ce este sudarea prin inducție?
 La sudarea prin inducție, căldura este indusă electromagnetic în piesa de prelucrat. Viteza și precizia sudării prin inducție o fac ideală pentru sudarea marginilor tuburilor și țevilor. În acest proces, țevile trec printr-o bobină de inducție la viteză mare. În acest fel, marginile lor sunt încălzite, apoi strânse împreună pentru a forma un cordon de sudură longitudinal. Sudarea prin inducție este potrivită în special pentru producția de volum mare. Aparatele de sudură prin inducție pot fi, de asemenea, echipate cu capete de contact, transformându-le în sisteme de sudură cu scop dublu.
La sudarea prin inducție, căldura este indusă electromagnetic în piesa de prelucrat. Viteza și precizia sudării prin inducție o fac ideală pentru sudarea marginilor tuburilor și țevilor. În acest proces, țevile trec printr-o bobină de inducție la viteză mare. În acest fel, marginile lor sunt încălzite, apoi strânse împreună pentru a forma un cordon de sudură longitudinal. Sudarea prin inducție este potrivită în special pentru producția de volum mare. Aparatele de sudură prin inducție pot fi, de asemenea, echipate cu capete de contact, transformându-le în sisteme de sudură cu scop dublu.
Care sunt avantajele sudării prin inducție?
 Sudarea longitudinală automatizată prin inducție este un proces fiabil, cu randament ridicat. Consumul redus de energie și eficiența ridicată a HLQ Sisteme de sudare prin inducție reduc costurile. Controlabilitatea și repetabilitatea lor minimizează rebuturile. Sistemele noastre sunt, de asemenea, flexibile - adaptarea automată a sarcinii asigură puterea maximă de ieșire într-o gamă largă de dimensiuni ale tuburilor. Iar amprenta lor redusă le face ușor de integrat sau modernizat în liniile de producție.
Sudarea longitudinală automatizată prin inducție este un proces fiabil, cu randament ridicat. Consumul redus de energie și eficiența ridicată a HLQ Sisteme de sudare prin inducție reduc costurile. Controlabilitatea și repetabilitatea lor minimizează rebuturile. Sistemele noastre sunt, de asemenea, flexibile - adaptarea automată a sarcinii asigură puterea maximă de ieșire într-o gamă largă de dimensiuni ale tuburilor. Iar amprenta lor redusă le face ușor de integrat sau modernizat în liniile de producție.
Unde se utilizează sudarea prin inducție?
Sudarea prin inducție este utilizată în industria tuburilor și țevilor pentru sudarea longitudinală a oțelului inoxidabil (magnetic și nemagnetic), a aluminiului, a oțelurilor cu conținut scăzut de carbon și a oțelurilor slab aliate de înaltă rezistență (HSLA) și a multor alte materiale conductoare.
 Sudare prin inducție de înaltă frecvență
Sudare prin inducție de înaltă frecvență
În procesul de sudare a tuburilor prin inducție de înaltă frecvență, un curent de înaltă frecvență este indus în tubul cu cusătură deschisă de o bobină de inducție situată înaintea (în amonte de) punctului de sudură, după cum se arată în figura 1-1. Marginile tubului sunt distanțate atunci când trec prin bobină, formând un nerv deschis al cărui vârf este puțin înaintea punctului de sudură. Bobina nu intră în contact cu tubul.
Fig 1-1
Bobina acționează ca un primar al unui transformator de înaltă frecvență, iar tubul cu cusătură deschisă acționează ca un secundar cu o tură. Ca în aplicațiile generale de încălzire prin inducție, traseul curentului indus în piesa de prelucrat tinde să se conformeze formei bobinei de inducție. Cea mai mare parte a curentului indus își parcurge traseul în jurul benzii formate, curgând de-a lungul marginilor și aglomerându-se în jurul vârfului deschiderii în formă de V din bandă.
Densitatea curentului de înaltă frecvență este cea mai mare în marginile din apropierea vârfului și la vârf. Are loc încălzirea rapidă, ceea ce face ca marginile să fie la temperatura de sudare atunci când ajung la vârf. Rolele de presiune forțează îmbinarea marginilor încălzite, finalizând sudarea.
Frecvența ridicată a curentului de sudare este responsabilă pentru încălzirea concentrată de-a lungul marginilor cu nervuri. Aceasta prezintă un alt avantaj, și anume faptul că numai o parte foarte mică din curentul total își găsește drumul în jurul părții din spate a benzii formate. Cu excepția cazului în care diametrul tubului este foarte mic în comparație cu lungimea nervurii, curentul preferă calea utilă de-a lungul marginilor tubului care formează nervura.
Efectul pielii
Procesul de sudare HF depinde de două fenomene asociate cu curentul HF - efectul de piele și efectul de proximitate.
Efectul de piele este tendința curentului HF de a se concentra la suprafața unui conductor.
Acest lucru este ilustrat în Fig. 1-3, care prezintă curentul HF care circulă în conductoare izolate de diferite forme. Practic, întregul curent circulă într-o piele puțin adâncă în apropierea suprafeței.
Efectul de proximitate
Al doilea fenomen electric care este important în procesul de sudare HF este efectul de proximitate. Acesta este tendința curentului HF într-o pereche de conductoare de mers/retur de a se concentra în porțiunile suprafețelor conductoarelor care sunt cele mai apropiate una de cealaltă. Acest fenomen este ilustrat în figurile 1-4-1-6 pentru formele și distanțele secțiunilor transversale ale unui conductor rotund și pătrat.
Fizica care stă la baza efectului de proximitate depinde de faptul că câmpul magnetic care înconjoară conductorii de mers/retur este mai concentrat în spațiul îngust dintre aceștia decât în altă parte (fig. 1-2). Liniile magnetice de forță au mai puțin spațiu și sunt strânse mai aproape una de alta. Rezultă că efectul de proximitate este mai puternic atunci când conductorii sunt mai apropiați. De asemenea, este mai puternic atunci când laturile care se confruntă sunt mai late.
Fig. 1-2
Fig. 1-3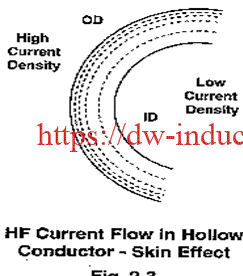
Fig. 1-6 ilustrează efectul înclinării a două conductoare dreptunghiulare dus-întors foarte apropiate unul de celălalt. Concentrația de curent HF este cea mai mare în colțurile cele mai apropiate și scade progresiv de-a lungul fețelor divergente.
 Fig. 1-4
Fig. 1-4
 Fig. 1-5
Fig. 1-5
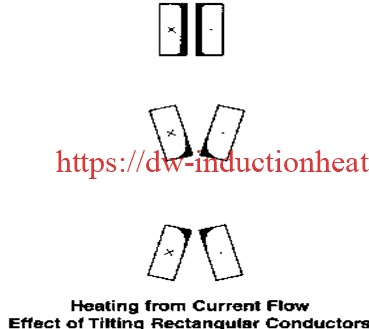 Fig. 1-6
Fig. 1-6
Interrelații electrice și mecanice
Există două zone generale care trebuie optimizate pentru a obține cele mai bune condiții electrice:
- Primul este de a face tot posibilul pentru a încuraja cât mai mult din curentul HF total să circule pe calea utilă în vee.
- În al doilea rând, trebuie să se facă tot posibilul pentru a face marginile paralele, astfel încât încălzirea să fie uniformă din interior spre exterior.
Obiectivul (1) depinde în mod clar de factori electrici precum proiectarea și amplasarea contactelor de sudură sau a bobinei și de un dispozitiv de împiedicare a curentului montat în interiorul tubului. Proiectarea este influențată de spațiul fizic disponibil pe laminor, precum și de dispunerea și dimensiunea cilindrilor de sudură. În cazul în care trebuie utilizat un mandrină pentru cicatrizarea sau laminarea interioară, acest lucru afectează dispozitivul de protecție. În plus, obiectivul (1) depinde de dimensiunile venei și de unghiul de deschidere. Prin urmare, chiar dacă obiectivul (1) este în esență electric, acesta este strâns legat de mecanica fabricii.
Obiectivul (2) depinde în întregime de factori mecanici, cum ar fi forma tubului deschis și starea marginilor benzii. Aceștia pot fi afectați de ceea ce se întâmplă în trecerile de dezmembrare ale laminorului și chiar la tăietoare.
Sudarea HF este un proces electro-mecanic: Generatorul furnizează căldură la margini, dar rolele de strângere realizează de fapt sudarea. Dacă marginile ating temperatura corespunzătoare și totuși aveți suduri defectuoase, sunt șanse foarte mari ca problema să se afle în configurația laminorului sau în material.
Factori mecanici specifici
În ultimă instanță, ceea ce se întâmplă în canal este foarte important. Tot ceea ce se întâmplă acolo poate avea un efect (bun sau rău) asupra calității și vitezei sudurii. Câțiva dintre factorii care trebuie luați în considerare în vene sunt:
- Lungimea venei
- Gradul de deschidere (unghiul vee)
- La ce distanță față de linia mediană a cilindrului de sudură încep să se atingă marginile benzii
- Forma și starea marginilor benzilor în vee
- Modul în care marginile benzii se întâlnesc între ele - fie simultan pe toată grosimea lor, fie mai întâi la exterior, fie la interior, fie printr-o bavură sau o așchie
- Forma benzii formate în V
- Constanța tuturor dimensiunilor nervurilor, inclusiv lungimea, unghiul de deschidere, înălțimea marginilor, grosimea marginilor
- Poziția contactelor sau a bobinei de sudură
- Înregistrarea marginilor benzii una față de cealaltă atunci când se unesc
- Cât de mult material este stors (lățimea benzii)
- Câtă supradimensionare trebuie să aibă tubul sau conducta pentru dimensionare
- Cantitatea de apă sau de lichid de răcire a morii care se toarnă în nervură și viteza de impact a acestuia
- Curățenia lichidului de răcire
- Cleanliness of strip
- Prezența de materiale străine, cum ar fi calcar, așchii, așchii, incluziuni
- Dacă skelp-ul de oțel provine din oțel cu margini sau ucis
- Fie că se sudează în marginea oțelului cu margine, fie din skelp cu fante multiple
- Calitatea skelp-ului - dacă este din oțel laminat sau oțel cu șiruri și incluziuni excesive (oțel "murdar")
- Duritatea și proprietățile fizice ale materialului benzii (care afectează cantitatea de arc înapoi și presiunea de strângere necesară)
- Uniformitatea vitezei morii
- Calitatea tăierii
Este evident că o mare parte din ceea ce se întâmplă în țesătură este rezultatul a ceea ce s-a întâmplat deja - fie în moară, fie chiar înainte ca banda sau skelp-ul să intre în moară.
 Fig. 1-7
Fig. 1-7
 Fig. 1-8
Fig. 1-8
Vee de înaltă frecvență
Scopul acestei secțiuni este de a descrie condițiile ideale din văi. S-a arătat că marginile paralele oferă o încălzire uniformă între interior și exterior. În această secțiune vor fi prezentate motive suplimentare pentru menținerea marginilor cât mai paralele posibil. Vor fi discutate și alte caracteristici ale văii, cum ar fi amplasarea vârfului, unghiul de deschidere și stabilitatea în timpul funcționării.
Secțiunile ulterioare vor oferi recomandări specifice bazate pe experiența de pe teren pentru obținerea unor condiții dorite ale nervurilor.
Apex cât mai aproape posibil de punctul de sudură
Fig. 2-1 arată că punctul în care marginile se întâlnesc (și anume, vârful) se află oarecum în amonte de linia mediană a cilindrului de presiune. Acest lucru se datorează faptului că o cantitate mică de material este stoarsă în timpul sudării. Vârful completează circuitul electric, iar curentul HF de la o margine se întoarce și trece înapoi de-a lungul celeilalte.
În spațiul dintre vârf și linia mediană a cilindrului de presiune nu mai există încălzire deoarece nu circulă curent, iar căldura se disipează rapid din cauza gradientului ridicat de temperatură dintre marginile fierbinți și restul tubului. Prin urmare, este important ca vârful să fie cât mai aproape posibil de linia centrală a cilindrului de sudură pentru ca temperatura să rămână suficient de ridicată pentru a realiza o sudură bună atunci când se aplică presiunea.
Această disipare rapidă a căldurii este responsabilă de faptul că, atunci când puterea HF este dublată, viteza realizabilă este mai mult decât dublă. Viteza mai mare care rezultă din puterea mai mare dă mai puțin timp căldurii pentru a fi evacuată. O parte mai mare din căldura care este dezvoltată electric în margini devine utilă, iar randamentul crește.
Gradul de deschidere Vee
Păstrarea vârfului cât mai aproape posibil de linia mediană a presiunii sudurii înseamnă că deschiderea în V ar trebui să fie cât mai largă posibil, dar există limite practice. Prima este capacitatea fizică a morii de a menține marginile deschise fără încrețituri sau deteriorarea marginilor. A doua este reducerea efectului de apropiere între cele două margini atunci când acestea sunt mai îndepărtate. Cu toate acestea, o deschidere prea mică a nervurii poate favoriza pre-arcuirea și închiderea prematură a nervurii, cauzând defecte de sudură.
Pe baza experienței pe teren, deschiderea în V este, în general, satisfăcătoare dacă spațiul dintre margini într-un punct situat la 2,0″ în amonte de linia centrală a cilindrului de sudură este între 0,080″ (2 mm) și 0,200″ (5 mm), ceea ce dă un unghi inclus între 2° și 5° pentru oțel carbon. Un unghi mai mare este de dorit pentru oțelul inoxidabil și metalele neferoase.
Deschidere Vee recomandată
 Fig. 2-1
Fig. 2-1
 Fig. 2-2
Fig. 2-2
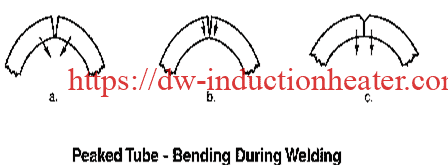 Fig. 2-3
Fig. 2-3
Marginile paralele evită dublu Vee
Fig. 2-2 ilustrează faptul că, dacă marginile interioare se unesc mai întâi, există două nervuri - una la exterior cu vârful la A - cealaltă la interior cu vârful la B. Nervura exterioară este mai lungă și vârful său este mai aproape de linia centrală a cilindrului de presiune.
În Fig. 2-2, curentul HF preferă nervura interioară deoarece marginile sunt mai apropiate. Curentul se întoarce la B. Între B și punctul de sudură, nu există încălzire, iar marginile se răcesc rapid. Prin urmare, este necesară supraîncălzirea tubului prin creșterea puterii sau scăderea vitezei pentru ca temperatura la punctul de sudură să fie suficient de ridicată pentru o sudură satisfăcătoare. Acest lucru se agravează și mai mult deoarece marginile interioare vor fi încălzite mai tare decât cele exterioare.
În cazuri extreme, nervura dublă poate cauza picurare în interior și o sudură rece în exterior. Toate acestea ar fi evitate dacă marginile ar fi paralele.
Marginile paralele reduc incluziunile
Unul dintre avantajele importante ale sudării HF este faptul că se topește o piele subțire pe fața marginilor. Acest lucru permite eliminarea oxizilor și a altor materiale nedorite, obținându-se o sudură curată, de înaltă calitate. Cu margini paralele, oxizii sunt eliminați în ambele direcții. Nu există nimic în calea lor și nu trebuie să se deplaseze mai departe de jumătate din grosimea peretelui.
Dacă marginile interioare se unesc mai întâi, este mai greu ca oxizii să fie storși. În Fig. 2-2, între vârful A și vârful B există un jgheab care acționează ca un creuzet pentru a conține materiale străine. Acest material plutește pe oțelul topit în apropierea marginilor interioare fierbinți. În timpul în care este stors după ce trece de vârful A, nu poate trece complet de marginile exterioare mai reci și poate rămâne prins în interfața de sudură, formând incluziuni nedorite.
Au existat multe cazuri în care defectele de sudură, cauzate de incluziuni în apropierea exteriorului, au fost determinate de apropierea prea rapidă a marginilor interioare (de exemplu, tub cu vârf). Răspunsul este pur și simplu modificarea formării astfel încât marginile să fie paralele. În caz contrar, se poate renunța la utilizarea unuia dintre cele mai importante avantaje ale sudării HF.
Marginile paralele reduc mișcarea relativă
Fig. 2-3 prezintă o serie de secțiuni transversale care ar fi putut fi realizate între B și A în Fig. 2-2. La primul contact dintre marginile interioare ale unui tub cu vârf, acestea se lipesc între ele (fig. 2-3a). La scurt timp (fig. 2-3b), porțiunea care s-a lipit suferă o îndoire. Colțurile exterioare se unesc ca și cum marginile ar fi articulate la interior (fig. 2-3c).
Această îndoire a părții interioare a peretelui în timpul sudării dăunează mai puțin la sudarea oțelului decât la sudarea unor materiale precum aluminiul. Oțelul are o gamă mai largă de temperaturi plastice. Prevenirea mișcării relative de acest tip îmbunătățește calitatea sudurii. Acest lucru se realizează prin menținerea marginilor paralele.
Marginile paralele reduc timpul de sudare
Referindu-ne din nou la Fig. 2-3, procesul de sudare are loc de la B până la linia centrală a cilindrului de sudură. La această linie centrală este exercitată în cele din urmă presiunea maximă și sudarea este finalizată.
În schimb, atunci când marginile se unesc paralel, acestea nu încep să se atingă până când nu ajung cel puțin la punctul A. Aproape imediat, se aplică presiunea maximă. Marginile paralele pot reduce timpul de sudare cu până la 2,5 la 1 sau mai mult.
Aducerea marginilor împreună în paralel utilizează ceea ce fierarii au știut dintotdeauna: Loviți cât fierul este fierbinte!
Vee ca sarcină electrică pe generator
În procesul HF, atunci când impederii și ghidajele de cusătură sunt utilizate conform recomandărilor, calea utilă de-a lungul marginilor nervurilor cuprinde circuitul de sarcină totală care este plasat pe generatorul de înaltă frecvență. Curentul absorbit din generator de către nervură depinde de impedanța electrică a nervurii. Această impedanță, la rândul său, depinde de dimensiunile nervurii. Pe măsură ce nervura este alungită (contactele sau bobina sunt mutate înapoi), impedanța crește, iar curentul tinde să fie redus. De asemenea, curentul redus trebuie să încălzească acum mai mult metal (din cauza vee-ului mai lung), prin urmare, este nevoie de mai multă putere pentru a aduce zona sudată la temperatura de sudare. Pe măsură ce grosimea peretelui crește, impedanța scade, iar curentul tinde să crească. Este necesar ca impedanța nervurii să fie destul de apropiată de valoarea de proiectare dacă se dorește ca generatorul de înaltă frecvență să furnizeze întreaga putere. La fel ca filamentul unui bec, puterea absorbită depinde de rezistență și de tensiunea aplicată, nu de mărimea stației generatoare.
Prin urmare, din motive electrice, în special atunci când se dorește o putere maximă a generatorului HF, este necesar ca dimensiunile velelor să fie cele recomandate.
Unelte de formare
Formarea influențează calitatea sudurii
După cum s-a explicat deja, succesul sudării HF depinde de faptul dacă secțiunea de formare oferă muchii stabile, fără așchii și paralele cu nervura. Nu încercăm să recomandăm unelte detaliate pentru fiecare marcă și dimensiune de laminor, dar sugerăm câteva idei privind principiile generale. Atunci când motivele sunt înțelese, restul este o muncă simplă pentru proiectanții de role. Uneltele de formare corecte îmbunătățesc calitatea sudurii și, de asemenea, ușurează munca operatorului.
Recomandat pentru ruperea marginilor
Recomandăm ruperea marginilor drepte sau modificate. Astfel, partea superioară a tubului are raza finală în prima sau a doua trecere. Uneori, tuburile cu pereți subțiri sunt supraformate pentru a permite revenirea elastică. De preferință, nu ar trebui să ne bazăm pe trecerile de aripioare pentru a forma această rază. Acestea nu pot fi supraformate fără a deteriora marginile, astfel încât acestea să nu iasă paralele. Motivul pentru această recomandare este acela că marginile vor fi paralele înainte de a ajunge la rolele de sudură - adică în V. Acest lucru diferă de practica ERW obișnuită, în care electrozii circulari mari trebuie să acționeze ca dispozitive de contact cu curent ridicat și, în același timp, ca role pentru a forma marginile în jos.
Ruptura de margine versus ruptura de centru
Susținătorii ruperii în centru spun că rolele cu rupere în centru pot gestiona o gamă largă de dimensiuni, ceea ce reduce inventarul de scule și reduce timpii morți de schimbare a rolelor. Acesta este un argument economic valabil în cazul unei laminoare mari, unde rolele sunt mari și scumpe. Cu toate acestea, acest avantaj este parțial compensat, deoarece acestea au adesea nevoie de rulouri laterale sau de o serie de rulouri plate după ultima trecere a aripioarelor pentru a menține marginile joase. Până la cel puțin 6 sau 8″ OD, ruperea marginilor este mai avantajoasă.
Acest lucru este valabil în ciuda faptului că, pentru pereții groși, este de dorit să se utilizeze rulouri superioare diferite față de cele pentru pereții subțiri. Fig. 3-1a ilustrează faptul că un cilindru superior proiectat pentru pereți subțiri nu lasă suficient spațiu pe laturi pentru pereții mai groși. Dacă încercați să ocoliți acest lucru prin utilizarea unui cilindru superior care este suficient de îngust pentru cea mai groasă bandă pe o gamă largă de grosimi, veți avea probleme la capătul subțire al gamei, așa cum se sugerează în Fig. 3-1b. Laturile benzii nu vor fi cuprinse și ruperea marginilor nu va fi completă. Acest lucru face ca cusătura să se rostogolească dintr-o parte în alta în rolele de sudură - extrem de nedorit pentru o sudură bună.
O altă metodă care este utilizată uneori, dar pe care nu o recomandăm pentru laminoarele mici, este utilizarea unui rulou inferior construit cu distanțiere în centru. Un distanțier central mai subțire și un distanțier posterior mai gros sunt utilizate atunci când se execută cu perete subțire. Proiectarea cilindrilor pentru această metodă este în cel mai bun caz un compromis. Fig. 3-1c arată ce se întâmplă atunci când cilindrul superior este proiectat pentru pereți groși, iar cilindrul inferior este îngustat prin înlocuirea distanțierelor, astfel încât să se obțină un perete subțire. Banda este ciupită în apropierea marginilor, dar este liberă în centru. Acest lucru tinde să provoace instabilitate de-a lungul laminorului, inclusiv în nervura de sudură.
Un alt argument este acela că ruperea marginilor poate provoca deformare. Acest lucru nu se întâmplă atunci când secțiunea de tranziție este prelucrată și reglată corect, iar deformarea este distribuită corespunzător de-a lungul frezei.
Evoluțiile recente în tehnologia de formare a cuștilor controlată de calculator asigură margini plane, paralele și timpi rapizi de schimbare.
Din experiența noastră, efortul suplimentar de a utiliza un sistem adecvat de rupere a marginilor se răsfrânge în producții fiabile, constante, ușor de utilizat și de înaltă calitate.
Fin Passes Compatibil
Progresia trecerilor de aripioare trebuie să ducă ușor la ultima formă de trecere de aripioare recomandată anterior. Fiecare trecere a aripioarelor trebuie să efectueze aproximativ aceeași cantitate de lucru. Astfel, se evită deteriorarea marginilor în cazul unei treceri de aripioare suprasolicitate.
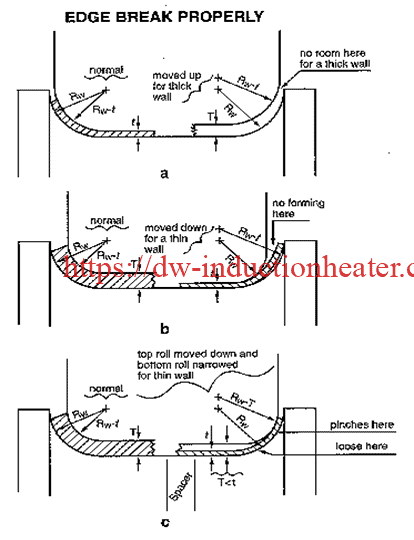 Fig. 3-1
Fig. 3-1
Rulouri de sudură
Rulourile de sudură și ultimele rulouri cu aripioare sunt corelate
Obținerea unor margini paralele în V necesită o corelare a designului ultimelor role de trecere a aripioarelor și a rolelor de sudură. Ghidajul cusăturii împreună cu orice role laterale care pot fi utilizate în această zonă au doar rol de ghidare. Această secțiune descrie câteva modele de role de sudură care au dat rezultate excelente în multe instalații și descrie un model de ultimă trecere fină care să corespundă acestor modele de role de sudură.
Singura funcție a rolelor de sudură în sudarea HF este de a forța marginile încălzite împreună cu suficientă presiune pentru a realiza o sudură bună. Proiectarea rolelor cu aripioare ar trebui să livreze skelp-ul complet format (inclusiv raza din apropierea marginilor), dar deschis la partea superioară către rolele de sudură. Deschiderea este obținută ca și cum un tub complet închis ar fi făcut din două jumătăți conectate printr-o balama de pian în partea de jos și pur și simplu separate în partea de sus (fig. 4-1). Acest tip de rulou cu aripioare realizează acest lucru fără a avea o concavitate nedorită în partea inferioară.
Aranjament cu două roți
Rolele de sudură trebuie să fie capabile să închidă tubul cu o presiune suficientă pentru a răsturna marginile chiar și cu aparatul de sudură oprit și cu marginile reci. Acest lucru necesită componente orizontale mari ale forței, așa cum sugerează săgețile din figura 4-1. O modalitate simplă și directă de a obține aceste forțe este de a utiliza două role laterale, așa cum se sugerează în figura 4-2.
O cutie cu două role este relativ economic de construit. Există un singur șurub care trebuie reglat în timpul rulării. Acesta are filet la dreapta și la stânga și mișcă împreună cele două role în interior și în exterior. Acest aranjament este utilizat pe scară largă pentru diametre mici și pereți subțiri. Construcția cu două role are avantajul important că permite utilizarea formei ovale plate a gâtului rolei de sudură, care a fost dezvoltată de THERMATOOL pentru a asigura paralelismul marginilor tubului.
În anumite circumstanțe, aranjamentul cu două role poate fi predispus să producă urme de vârtej pe tub. Un motiv comun pentru aceasta este formarea necorespunzătoare, care necesită ca marginile rolelor să exercite o presiune mai mare decât cea normală. De asemenea, pot apărea urme de vârtej în cazul materialelor cu rezistență ridicată, care necesită o presiune de sudare ridicată. Curățarea frecventă a marginilor rolelor cu o roată cu clapetă sau cu un polizor va ajuta la minimizarea marcajelor.
Șlefuirea rulourilor în timpul mișcării va reduce la minimum posibilitatea șlefuirii excesive sau a crestării rulourilor, dar trebuie să fiți extrem de precauți atunci când faceți acest lucru. Aveți întotdeauna pe cineva lângă E-Stop în caz de urgență.
 Fig. 4-1
Fig. 4-1
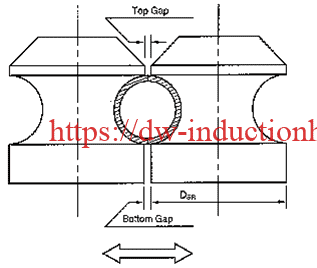 Fig. 4-2
Fig. 4-2
Aranjament cu trei role
Mulți operatori de laminoare preferă aranjamentul cu trei role prezentat în Fig. 4-3 pentru tuburi mici (până la aproximativ 4-1/2″O.D.). Avantajul său major față de aranjamentul cu două role este că urmele de vârtej sunt practic eliminate. De asemenea, acest sistem permite ajustarea pentru corectarea înregistrării marginilor în cazul în care acest lucru este necesar.
Cele trei role, distanțate la 120 de grade unul de celălalt, sunt montate în clești pe un mandrină cu trei fălci de mare putere. Ele pot fi ajustate împreună prin șurubul mandrinei. Mandrina este montată pe o placă din spate robustă, reglabilă. Prima ajustare se face cu cele trei role închise strâns pe un dop prelucrat. Placa posterioară este reglată vertical și lateral pentru a alinia cu precizie cilindrul inferior la înălțimea de trecere a frezei și la linia mediană a frezei. Apoi, placa din spate este blocată în siguranță și nu mai trebuie reglată până la următoarea schimbare a cilindrilor.
Clevetele care susțin cele două role superioare sunt montate în glisiere radiale prevăzute cu șuruburi de reglare. Oricare dintre aceste două role poate fi reglat individual. Acest lucru se adaugă la reglarea obișnuită a celor trei role împreună prin mandrina cu sul.
Două role - Designul rolei
Pentru un tub cu un diametru exterior mai mic de aproximativ 1,0 și o cutie cu două role, forma recomandată este prezentată în Fig. 4-4. Aceasta este forma optimă. Oferă cea mai bună calitate a sudurii și cea mai mare viteză de sudare. Peste aproximativ 1,0 DE, decalajul de 0,020 devine nesemnificativ și poate fi omis, fiecare rolă fiind rectificată de la un centru comun.
Trei role - Roll Design
Gâturile de sudură cu trei role sunt de obicei rotunde, cu un diametru DW egal cu diametrul tubului finit D plus toleranța de dimensionare a
RW = DW/2
Ca și în cazul cutiei cu două role, folosiți Fig. 4-5 ca ghid pentru alegerea diametrului rolei. Spațiul superior trebuie să fie de 0,050 sau egal cu cel mai subțire perete care urmează să fie rulat, oricare este mai mare. Celelalte două spații trebuie să fie de maximum 0,060, cu o scară de până la 0,020 pentru pereți foarte subțiri. Aceeași recomandare privind precizia care a fost făcută pentru cutia cu două role se aplică și aici.
 Fig. 4-3
Fig. 4-3
 Fig. 4-4
Fig. 4-4
 Fig. 4-5
Fig. 4-5
ULTIMA TRECERE FIN
Obiective de proiectare
Forma recomandată pentru ultima trecere a aripioarelor a fost aleasă în funcție de o serie de obiective:
- Pentru a prezenta tubul la cilindrii de sudură cu raza marginii formată
- Pentru a avea margini paralele prin nervură
- Pentru a asigura o deschidere satisfăcătoare a văii
- Pentru a fi compatibil cu designul cilindrului de sudură recomandat anterior
- Să fie ușor de măcinat.
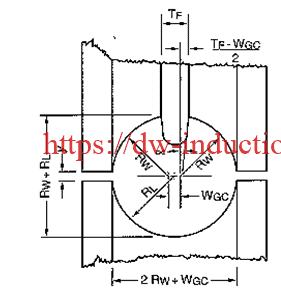
Ultima Fin Pass Shape
Forma recomandată este ilustrată în Fig. 4-6. Cilindrul inferior are o rază constantă de la un singur centru. Fiecare dintre cele două jumătăți ale cilindrului superior are, de asemenea, o rază constantă. Cu toate acestea, raza cilindrului superior RW nu este egală cu raza cilindrului inferior RL, iar centrele de la care sunt rectificate razele superioare sunt deplasate lateral cu o distanță WGC. Aripioara în sine este conică în unghi.
Criterii de proiectare
Dimensiunile sunt stabilite în funcție de următoarele cinci criterii:
- Razele de rectificare superioare sunt aceleași cu raza de rectificare a cilindrului de sudură RW.
- Circumferința GF este mai mare decât circumferința GW în rulourile de sudură cu o valoare egală cu toleranța de stoarcere S.
- Grosimea aripioarelor TF este astfel încât deschiderea dintre margini să fie în conformitate cu fig. 2-1.
- Unghiul de conicitate a aripioarelor este astfel încât marginile tubului să fie perpendiculare pe tangentă.
- Spațiul y dintre flanșele superioare și inferioare ale cilindrilor este ales astfel încât să conțină banda fără a o marca și, în același timp, să asigure un anumit grad de reglare a funcționării.

Caracteristici tehnice ale generatorului de sudare cu inducție de înaltă frecvență:
| Toate de stat solid (MOSFET) de înaltă frecvență de inducție Tube și țevi de sudare mașină | ||||||
| Model | GPWP-60 | GPWP-100 | GPWP-150 | GPWP-200 | GPWP-250 | GPWP-300 |
| Putere de intrare | 60KW | 100KW | 150KW | 200KW | 250KW | 300KW |
| Tensiunea de intrare | 3 faze, 380/400/480V | |||||
| Tensiune DC | 0-250V | |||||
| Curent continuu | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| Frecvența | 200-500KHz | |||||
| Eficiența producției | 85%-95% | |||||
| Factorul de putere | Încărcare completă>0,88 | |||||
| Presiunea apei de răcire | >0,3MPa | |||||
| Debitul apei de răcire | >60L/min | >83L/min | >114L/min | >114L/min | >160L/min | >160L/min |
| Temperatura apei de admisie | <35°C | |||||
 Adevărata tehnologie de reglare a puterii IGBT și de control al curentului variabil, folosind o tăiere unică de înaltă frecvență a IGBT de comutare ușoară și filtrare amorfă pentru reglarea puterii, control de mare viteză și precis al invertorului IGBT de comutare ușoară, pentru a realiza o aplicație de produs 100-800KHZ/3 -300KW.
Adevărata tehnologie de reglare a puterii IGBT și de control al curentului variabil, folosind o tăiere unică de înaltă frecvență a IGBT de comutare ușoară și filtrare amorfă pentru reglarea puterii, control de mare viteză și precis al invertorului IGBT de comutare ușoară, pentru a realiza o aplicație de produs 100-800KHZ/3 -300KW.- Condensatoarele rezonante de mare putere importate sunt utilizate pentru a obține o frecvență rezonantă stabilă, pentru a îmbunătăți în mod eficient calitatea produselor și pentru a realiza stabilitatea procesului de sudare a țevilor.
- Înlocuiți tehnologia tradițională de reglare a puterii tiristorului cu tehnologia de reglare a puterii de tăiere de înaltă frecvență pentru a realiza controlul la nivel de microsecunde, realizați în mare măsură reglarea rapidă și stabilitatea puterii de ieșire a procesului de sudare a țevii, unda de ieșire este extrem de mică, iar curentul de oscilație este stabil. Netezimea și rectitudinea cordonului de sudură sunt garantate.
- Securitate. Nu există înaltă frecvență și înaltă tensiune de 10.000 de volți în echipament, ceea ce poate evita în mod eficient radiațiile, interferențele, descărcarea, aprinderea și alte fenomene.
- Are o capacitate puternică de a rezista fluctuațiilor de tensiune ale rețelei.
- Are un factor de putere ridicat în întreaga gamă de putere, ceea ce poate economisi eficient energia.
- Eficiență ridicată și economie de energie. Echipamentul adoptă o tehnologie de comutare moale de mare putere de la intrare la ieșire, care minimizează pierderea de putere și obține o eficiență electrică extrem de ridicată și are un factor de putere extrem de ridicat în întreaga gamă de putere, economisind efectiv energie, ceea ce este diferit de tradițional Comparativ cu tubul de tip de înaltă frecvență, acesta poate economisi 30-40% din efectul de economisire a energiei.
- Echipamentul este miniaturizat și integrat, ceea ce economisește foarte mult spațiul ocupat. Echipamentul nu are nevoie de un transformator coborâtor și nu are nevoie de o inductanță mare de frecvență de putere pentru reglarea SCR. Structura integrată mică aduce confort în instalare, întreținere, transport și reglare.
- Gama de frecvențe de 200-500KHZ realizează sudarea țevilor din oțel și oțel inoxidabil.



Soluții de sudare a tuburilor și țevilor prin inducție de înaltă frecvență