Brazarea prin inducție a tubului de alamă la discul de alamă
Descriere
Inducție de înaltă frecvență Brazarea tubului de alamă cu disc de alamă Aplicații

Obiectiv
Clientul trebuie să sudeze cu argint o tijă din alamă la un indicator de monument din alamă.
- Folosește lipire de argint pentru lipirea aliajului, cu flux Stay Silv
- Procesul actual utilizează o torță, care durează 2-3 minute pentru fiecare piesă.
Echipament
DW-HF-15kw inducție brazare încălzitor
Materiale
- Materialele de probă sunt ambele din alamă. Tub central - .500" (12,7 mm) OD (0,0605" (1,537 mm) grosimea peretelui) x 2,9/3" (73,66 mm) înălțime
- Placă de marcaj - 91,44 mm (3,6") OD x 3,175 mm (0,125") grosime (nominală) ușor concavă.
- Aliaj - tijă Sil Fos- 0.125" (3.175mm) x 0.050" (1.27mm)
- Flux
Parametrii cheie
Temperatura: 1475-1500°F (801-815°C)
Putere: 5 kW
Timp: 45 de secunde

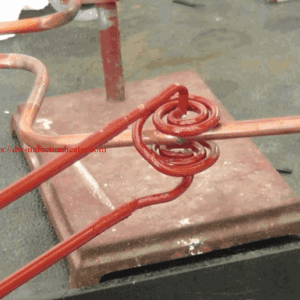
Proces de lipire prin inducție:
- Pentru a demonstra eliminarea "alimentării manuale" a aliajului (practică obișnuită în cazul lipirii cu torță), am format aliajul clientului într-un inel care să se potrivească perfect pe tubul postului central. Această metodă oferă mai multe beneficii în operațiunile de producție: (a) aliajul din inele preformate asigură o cantitate uniformă pentru fiecare ciclu, rezultând îmbinări și umezire uniforme (b) controlul operatorului este înlocuit de inelele uniforme din aliaj - operatorii nu au nevoie de competențe speciale, ca în cazul lipirii cu torță. Furnizorul de aliaje poate furniza inele de aliaj preformate pentru a se potrivi perfect cu diametrul exterior al tubului.
- Am fluxat tubul și zona de împerechere de pe placa de marcare cu fluxul Stay Silv whit furnizat și am mutat inelul de aliaj preformat în partea de jos a tubului pentru a face contact atât cu tubul, cât și cu marcajul bazat pe poziția lor de interfață.
- O bobină cu secțiune/diametru dublu a fost proiectată pentru a încălzi uniform tubul și placa până la aproximativ 1500 0F la interfața pieselor - odată ce a fost atinsă temperatura de curgere a aliajului, inelele preformate s-au scurs în jurul tubului și au fost placate cu marker, formând un filet de brazare complet. Aplicația a fost lăsată să se solidifice, apoi ansamblul a fost coborât din bobină și supus unei băi de apă pentru a îndepărta reziduurile de flux.

Beneficii ale lipire prin inducție:
- Controlul precis al timpului și al temperaturii
- Putere la cerere cu cicluri rapide de încălzire
- Proces repetabil, care nu depinde de operator
- Încălzire sigură fără flacără deschisă
- Încălzire eficientă din punct de vedere energetic