
Obiectiv
Complet solid de inducție de înaltă frecvență mici tuburi de cupru brazare articulații de conectare folosind sistemul de lipire prin inducție DW-UHF-10 kW și bobina de laborator divizată disponibilă
Test 1
Echipament
DW-UHF-10kw inducție brazare mașină

Materiale
- Tuburi de cupru - Tub de aspirație
- Pastă de lipit
Parametrii cheie
Putere: 9,58 kW
Temperatura: Aproximativ 1500° F (815° C)
Timp: 5 - 5,2 secunde
Test 2
Echipament
DW-UHF-10kw sistem de lipire prin inducție
Materiale
- Tuburi de cupru - Tub condensator
- Pastă de lipit
Parametrii cheie
Putere: 8,83 kW
Temperatura: Aproximativ 1300° F (704° C)
Timp: 2 sec

Proces:
Test 1
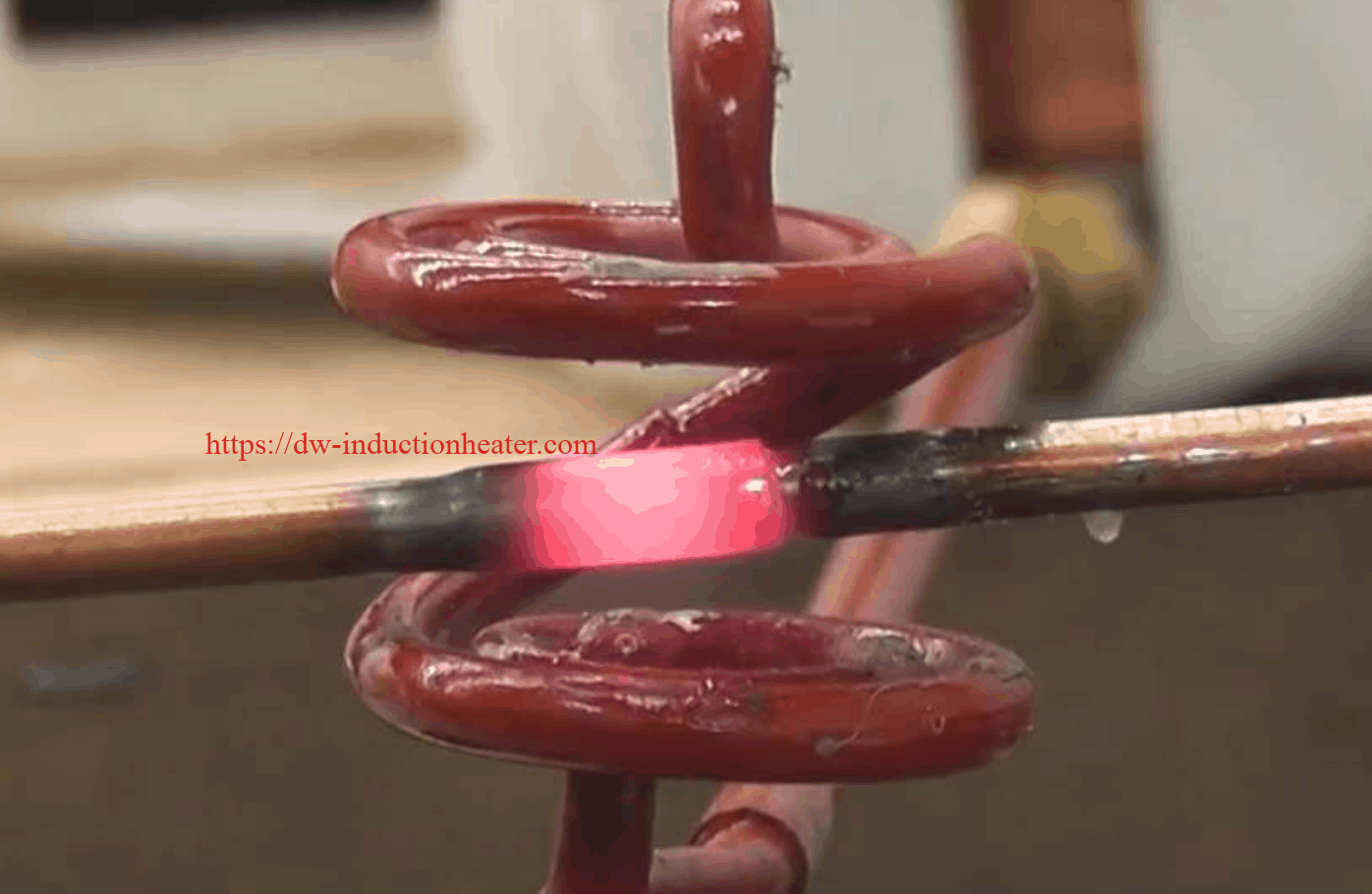
Deoarece a fost furnizat un singur ansamblu pentru test, am configurat o sarcină de testare folosind o țeavă de cupru de 5/16" cu perete greu, astfel încât un tub să accepte celălalt la un capăt cu flanșă deschisă. Timpul de încălzire a fost estimat pe baza utilizării vopselei tempilaque pentru a indica temperatura. Ansamblul de testare (urmat de componentele furnizate) a fost asamblat cu un strat de pastă de lipire din aliaj 505 și plasat în bobina de testare a laboratorului, conform fotografiilor atașate. Un ciclu de încălzire de 5 - 5,2 secunde a fost găsit pentru a fluidiza aliajul și a realiza îmbinarea.
Testul 2:
Ansamblul tubului mai mic (tubul condensatorului) a fost asamblat și a fost format un inel din aliajul de lipire furnizat (lipit cu argint) și plasat la intersecția celor două tuburi. Un timp de încălzire de 2 secunde a fost suficient pentru a fluidiza aliajul și a finaliza îmbinarea.

Rezultate/Beneficii:
- După cum s-a demonstrat, sistemul de lipire prin inducție DW-UHF-10kw este capabil să încălzească prin inducție atât cele mai mari, cât și cele mai mici secțiuni tub la tub pentru a finaliza o îmbinare lipită. Timpii de încălzire folosind o bobină de testare disponibilă se încadrează în așteptările privind timpul de încălzire pentru producție cerute de FLDWX
- HLQ va avea nevoie de un ansamblu complet pentru revizuire în scopul de a dezvolta final proiectarea bobinelor de încălzire prin inducție care poate găzdui toate cele 12 îmbinări indicate pe fotografia machetei dumneavoastră. Este necesar să cunoașteți și să vedeți distanțele dintre conexiunile tuburilor care urmează să fie lipite și secțiunea de oțel a compresorului pentru a vă asigura că carcasa de oțel nu este afectată de câmpul RF rezultat creat la bobina de sarcină. Acest proiect final poate necesita adăugarea de materiale feritice în bobină, care vor servi la concentrarea câmpului RF către cablurile de cupru și nu către carcasa de oțel.
- Testele inițiale au fost finalizate pe DW-UHF-10 kW utilizând o bobină de laborator disponibilă. Bobina de încălzire prin inducție de producție va fi conținută într-o carcasă ne-conductoare care va permite operatorului să o folosească pentru a localiza bobina față de cablurile de cupru pentru o localizare precisă și pozitivă a încălzirii pentru procesul de lipire. Proiectarea bobinei de producție va include cabluri mai scurte decât bobina de testare și va fi configurată astfel încât ciclurile de încălzire să fie îmbunătățite (timpi de încălzire mai scurți).

- HLQ poate furniza sistemul cu un control opțional al procesului. Acesta va fi efectiv un ciclu de proces programat care va fi dezvoltat pentru fiecare articulație listată pe fotografia de asamblare furnizată cu cererea de aplicare de la FLDWX. Fiecare dintre cele 12 îmbinări va fi programată secvențial pentru a se potrivi cu fiecare îmbinare în parte - acest lucru va permite operatorului să se deplaseze în aceeași secvență programată de la îmbinarea 1 la îmbinarea 12. Fiecare ciclu al bobinei/manerului de brazare prin inducție U va deplasa procesul de la articulația 1 (timp de încălzire și % de putere) la articulația 2 (timp de încălzire și % de putere) etc. până la articulația 12. Secvența, odată introdusă, va trebui să fie urmată pentru fiecare ansamblu. Acest lucru va elimina presupunerile cu privire la timpul de brasare pentru fiecare îmbinare și va asigura repetabilitatea procesului.

- O altă opțiune de luat în considerare ar fi opțiunea brațului robotic HLQ. Această opțiune suportă bobine de lipire prin inducție/ carcasa bobinei și acționează ansamblul atunci când este programat pentru a plasa bobina în fiecare zonă a articulației. Brațul de susținere se rotește și deplasează bobina / carcasa bobinei în poziția și unghiul adecvate pentru fiecare articulație, asigurând poziția solului și timpul de încălzire.
