Obiectiv
Obiectivul acestui test de aplicație este de a determina timpii de încălzire pentru lipirea prin inducție a conectorilor de sârmă de cupru pe un cablu coaxial de cupru. Clientul ar dori să înlocuiască lipirea manuală cu fierul de lipit cu lipirea prin inducție. Lipirea manuală poate necesita multă muncă, iar îmbinarea rezultată depinde foarte mult de priceperea operatorului. Lipire prin inducție permite controlul procesului finit și oferă un rezultat consecvent.
Echipament
DW-UHF-6KW-III încălzitor portabil cu inducție pentru lipire
 Materiale
Materiale
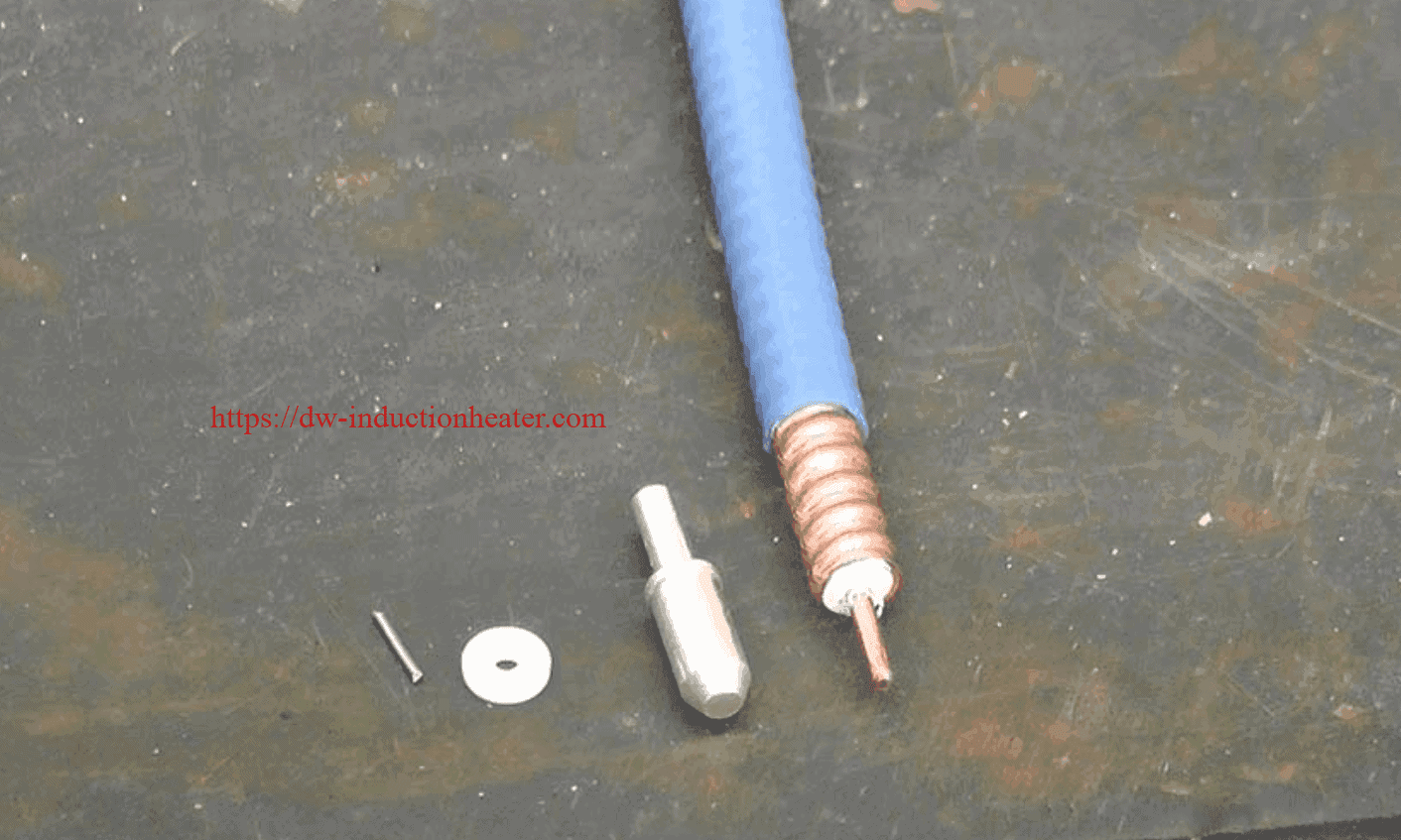
- Cablu coaxial de cupru
- Conectori din cupru placat
- Conector intern în formă de glonț de cupru
- Conector intern în formă de pin de cupru
- Sârmă de lipit
- Oțel carbon
Test 1: Lipirea conductorului central al coaxialului de cupru la știftul central în formă de glonț
Parametrii cheie
Temperatura: ~400°F (204°C)
Putere: 1,32 kW
Timp: 3 secunde pentru conectorul bullet
Test 2: Lipirea conductorului central al coaxialului de cupru la pinul central în formă de ac
Parametrii cheie
Temperatura: ~400°F (204°C)
Putere: 1,32 kW
Timp: 1,5 secunde pentru conectorul acului
Test 3: Lipirea coaxialului de cupru la conectorul final (pinul central în formă de bulină)
Parametrii cheie
Temperatura: ~400°F (204°C)
Putere: 1,8 kW
Timp: 30 de secunde de încălzire, urmate de un ciclu de răcire de 10 secunde
Test 4: Lipirea coaxialului de cupru la conectorul final (pinul central în formă de ac)
Parametrii cheie
Temperatura: ~400°F (204°C)
Timp: 30 de secunde de încălzire, urmate de un ciclu de răcire de 10 secunde
 Proces:
Proces:
Pentru fiecare tip de pin central, procesul de lipire are două etape. În primul rând, lipirea pinului central (în formă de glonț sau în formă de ac) pe conductorul central al cablului coaxial; și în al doilea rând, lipirea cablului coaxial cu pinul în conectorul terminal
Testele 1 și 2: lipirea conductorului central al coaxialului de cupru la pinul central al conectorului
- Pinul conector intern (acul și glonțul au urmat același proces) a fost asamblat la conductorul central al cablului coaxial. A fost tăiat și plasat în capătul receptor al știftului central un element de lipire de aproximativ ½ din lungimea știftului în care urmează să fie lipit cablul. Conductorul de cupru al cablului coaxial a fost poziționat astfel încât să se sprijine pe bucățica de lipit din pivot, cu o ușoară presiune în jos.
- Ansamblul a fost plasat într-o bobină de inducție cu două spire, iar alimentarea a fost pornită.
- Pe măsură ce lipitura s-a topit, conductorul de cupru al coaxialului s-a așezat în știftul central. Ansamblul a fost ținut nemișcat pentru încă câteva secunde, în timp ce lipirea se răcea. Notă: este important să mențineți lipitura nemișcată până când se răcește. Dacă se produce o mișcare, poate rezulta o lipire "rece".
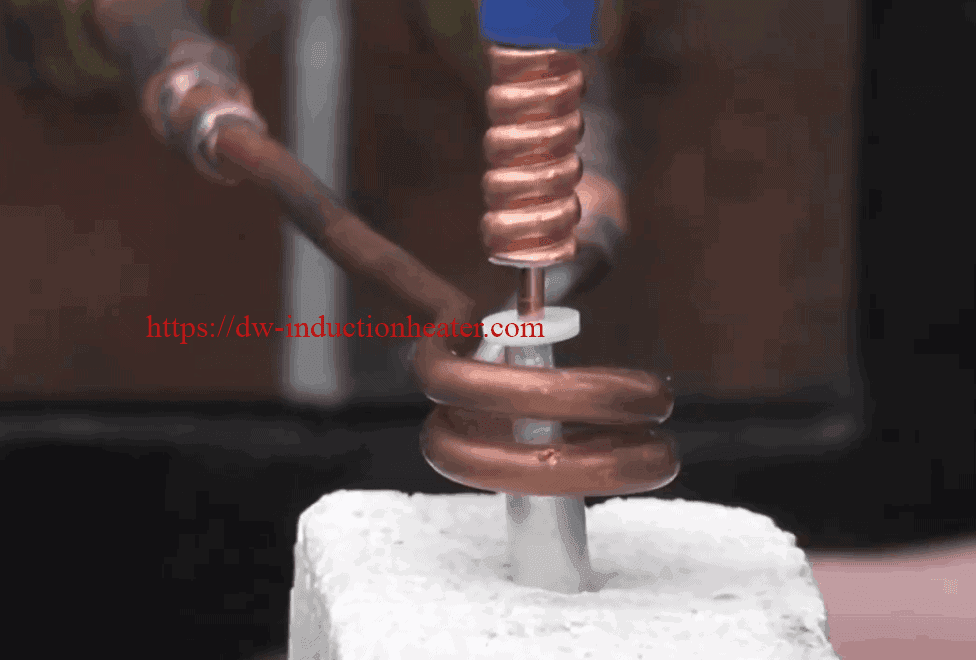
Testele 3 și 4: lipirea conectorului de capăt de tip șurub de cupru la pinul central
- Firul de lipit a fost înfășurat în jurul canelurilor ondulate ale coaxialului. Coaxialul cu lipire a fost introdus în conectorul final.
- Ansamblul a fost plasat într-o bobină de inducție în formă de U, iar curentul a fost pornit.
- Timp de încălzire - 30 de secunde pentru fiecare ansamblu urmat de o pauză de 10 secunde pentru a lăsa aliajul să se solidifice.
Rezultate/Beneficii:
Lipirea a avut succes și a confirmat că lipirea prin inducție a conectorilor de sârmă de cupru este o alternativă excelentă la lipirea manuală.
- Controlul precis al timpului și al temperaturii
- Putere la cerere cu cicluri rapide de încălzire
- Proces repetabil, care nu depinde de operator
- Încălzire sigură fără flacără deschisă
- Încălzire eficientă din punct de vedere energetic