Brazarea prin inducție a tuburilor din oțel inoxidabil
Descriere
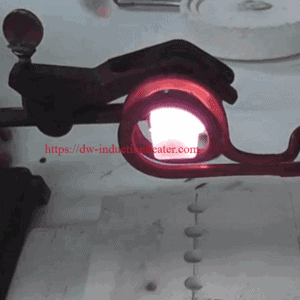
Inducție brazare tuburi din oțel inoxidabil cu sistem de încălzire de înaltă frecvență
Obiectivul cercetării
Pentru a lipi două lungimi de tuburi din oțel inoxidabil împreună la temperatură scăzută în 20 de secunde
Piese și materiale Descriere
(2) .350 O.D. tuburi de oțel, unul cu o ușoară evaziune la margine; sârmă de lipire BAg-24, flux negru
Temperatura necesară
1330°F
Echipamente de încălzire prin inducție
DW-UHF-10kW Sursă de alimentare cu inducție RF, inductor elicoidal cu 4 spire (bobină) cu O.D. de 1,5".
Frecvența de funcționare
300 kHz
Procedura de încălzire
Testarea a fost efectuată într-o atmosferă de aer liber. Un inductor elicoidal cu patru spire, special conceput, a fost utilizat pentru a asigura încălzirea optimă a zonei de îmbinare. Testele inițiale au fost efectuate cu piese goale și vopsele de detectare a temperaturii pentru a stabili timpul până la temperatură și profilurile de încălzire. Sârma de lipire BAg-24 a fost modelată în preforme pentru a se potrivi cu diametrul exterior al secțiunii tubului drept. De asemenea, pe ambele tuburi a fost aplicat flux negru. Cele două secțiuni de tub au fost apoi montate împreună, cu preformele de brazare lipite de secțiunea de tub evazată. După ce s-a aplicat putere RF timp de 18 secunde, sârma de brasare a atins o temperatură de 1330 °F. Firul s-a topit apoi și a intrat în îmbinare. Puterea de radiofrecvență a fost menținută timp de încă două secunde pentru a se asigura că toată sârma de brăzdar s-a topit.
Concluzie
Rezultate consecvente și repetabile au fost obținute la 1330 °F în 20 de secunde. Sârma de brasare s-a topit și a curs uniform în zona îmbinării.