
Hoogwaardige tand-voor-tandharding van grote tandwielen met inductieverhitting

In de productie-industrie spelen grote tandwielen een cruciale rol in verschillende toepassingen zoals zware machines, windturbines en industriële apparatuur. Om hun duurzaamheid en prestaties te garanderen, is het essentieel om de tanden van de tandwielen te harden. Een van de meest effectieve methoden voor het tand-voor-tand harden van grote tandwielen is inductieverhitting.
Inductieverwarming is een proces dat elektromagnetische inductie gebruikt om het oppervlak van de tandwieltanden snel te verhitten. Door een hoogfrequente wisselstroom op een spoel aan te sluiten, wordt een magnetisch veld opgewekt dat wervelstromen induceert in het tandwieloppervlak. Deze wervelstromen zorgen voor plaatselijke verwarming, waardoor elke afzonderlijke tand nauwkeurig en gecontroleerd kan worden gehard.
Tand voor tand harden met inductieverwarming biedt verschillende voordelen ten opzichte van andere hardingsmethoden. Ten eerste zorgt het voor een gelijkmatige verdeling van de hardheid over de tandwieltanden, wat resulteert in een betere slijtvastheid en belastbaarheid. Dit is vooral cruciaal voor grote tandwielen die worden blootgesteld aan zware belastingen en zware bedrijfsomstandigheden.
Ten tweede maakt inductieverhitting selectief harden mogelijk, wat betekent dat alleen de tandwieltanden worden verhit, terwijl de rest van het tandwiel relatief onaangetast blijft. Dit minimaliseert het risico op vervorming of kromtrekken, wat kan optreden bij andere warmtebehandelingsmethoden waarbij het hele tandwiel wordt verhit. De nauwkeurige controle over het verhittingsproces maakt een gerichte harding mogelijk, wat resulteert in een hoogwaardig, vormstabiel tandwiel.
Inductieharding van kleine, middelgrote en grote tandwielen wordt gedaan met behulp van een tand-voor-tand techniek of omcirkelingsmethode. Afhankelijk van de grootte van het tandwiel, het vereiste hardheidspatroon en de geometrie, worden tandwielen inductief gehard door het hele tandwiel te omcirkelen met een spoel (het zogenaamde "spin-harden van tandwielen"), of voor grotere tandwielen door ze "tand voor tand" te verhitten, waarbij een nauwkeuriger hardingsresultaat kan worden bereikt, hoewel het proces veel langzamer is.
Tand voor tand harden van grote tandwielen
De tand-voor-tand methode kan op twee manieren worden uitgevoerd:
Bij "tip voor tip" wordt een single-shot verwarmingsmodus of scanmodus toegepast, waarbij een inductor het lichaam van een enkele tand omcirkelt. Deze methode wordt zelden gebruikt omdat ze niet de vereiste vermoeiings- en slagvastheid oplevert.
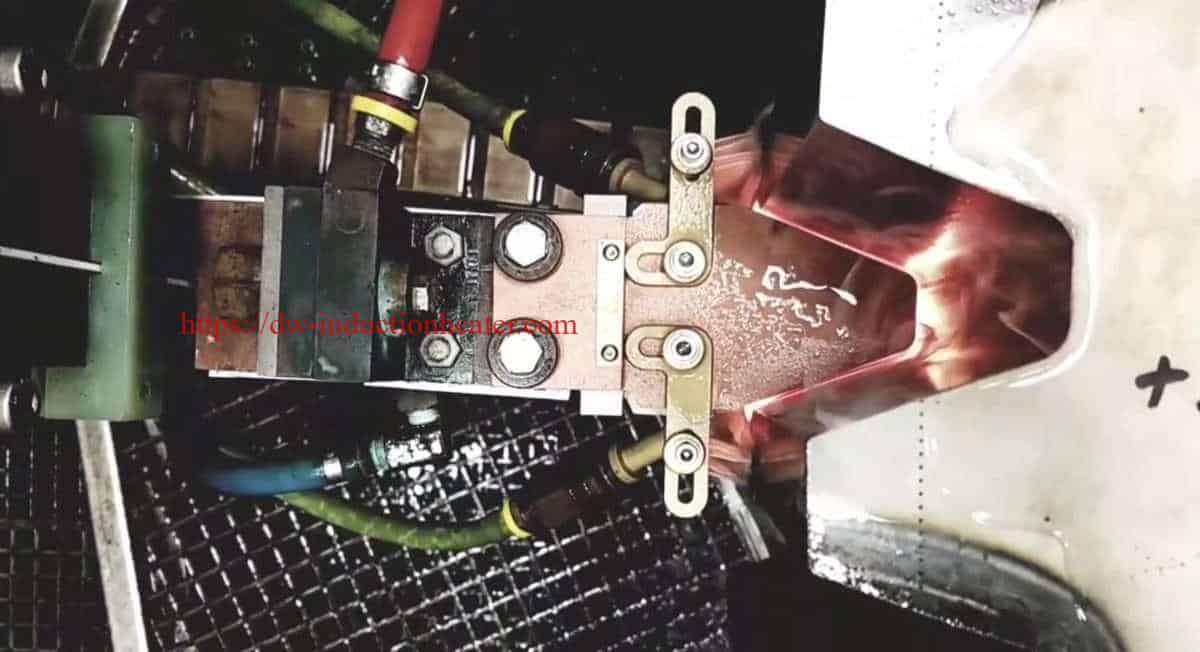
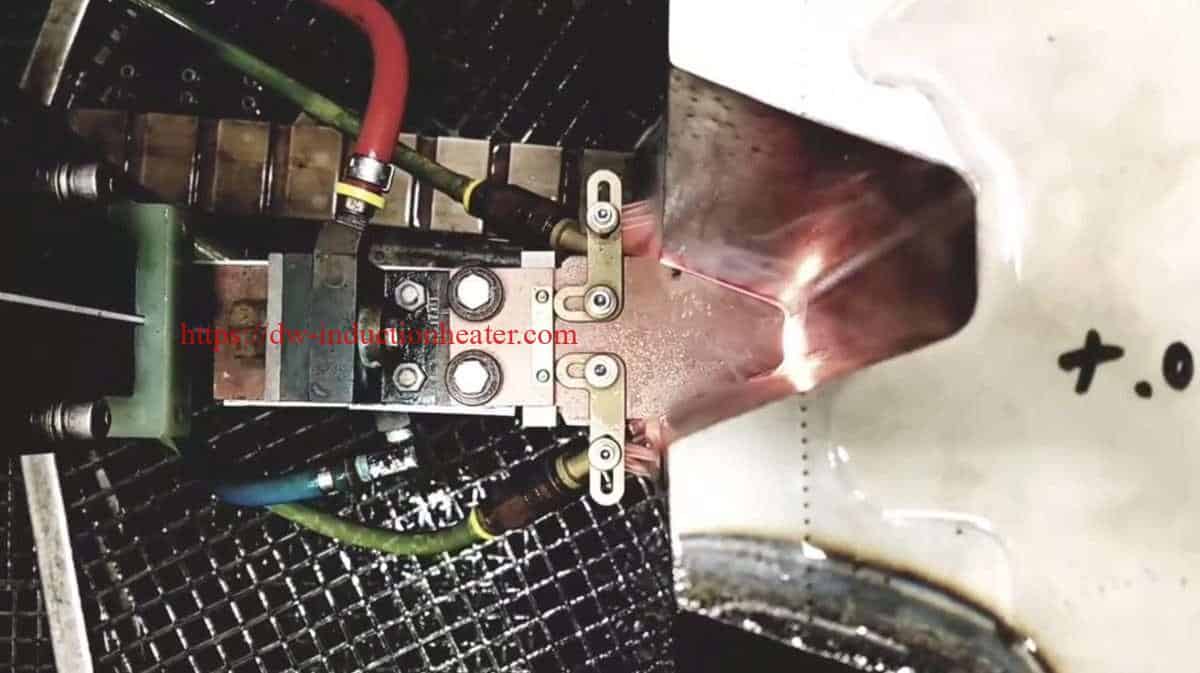
Een populairdere techniek voor het uitharden "per spleet" maakt alleen gebruik van een scanmodus. De inductor moet symmetrisch tussen twee flanken van aangrenzende tanden worden geplaatst. De scansnelheid van de inductor ligt meestal tussen 6 mm/sec en 9 mm/sec.
Er worden twee scantechnieken gebruikt:
- de spoel is stationair en het tandwiel is beweegbaar
- het tandwiel is stationair en de spoel is beweegbaar (populairder bij het harden van grote tandwielen)
De inductiehardende inductor
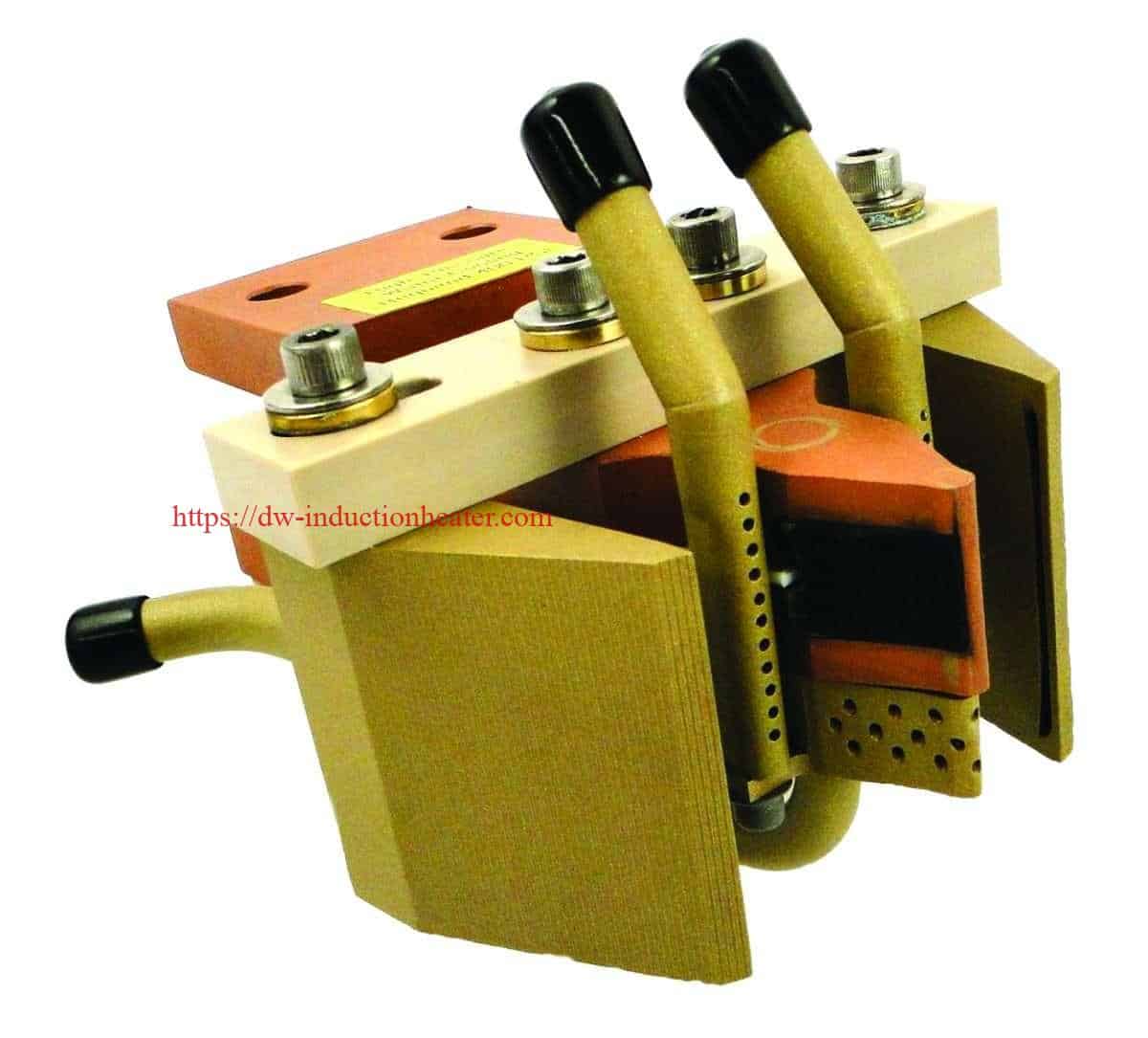 De geometrie van de inductor hangt af van de vorm van de tanden en het gewenste hardheidspatroon. Inductors kunnen ontworpen worden om alleen de wortel en/of flank van de tand te verhitten, waarbij de punt en de tandkern zacht, taai en buigzaam blijven.
De geometrie van de inductor hangt af van de vorm van de tanden en het gewenste hardheidspatroon. Inductors kunnen ontworpen worden om alleen de wortel en/of flank van de tand te verhitten, waarbij de punt en de tandkern zacht, taai en buigzaam blijven.
Simulatie helpt oververhitting voorkomen
Bij het ontwikkelen van tand-voor-tand processen voor het harden van tandwielen, moet speciale aandacht worden besteed aan elektromagnetische eind-/randeffecten en de mogelijkheid om het vereiste patroon te leveren in de eindgebieden van het tandwiel.
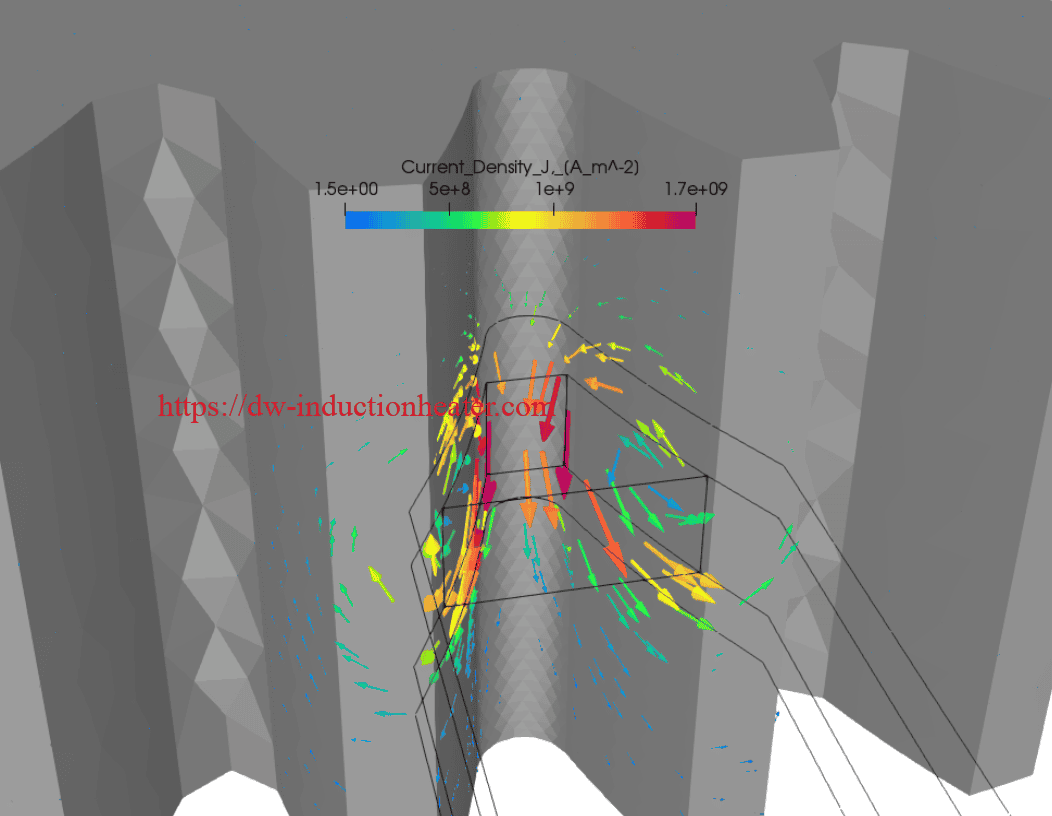
Bij het aftasten van een tandwiel wordt de temperatuur binnen de tandwielwortels en -flanken vrij gelijkmatig verdeeld. Tegelijkertijd, omdat de wervelstroom een terugweg maakt door de flank en in het bijzonder door de tandpunt, moet er goed op worden gelet dat de tandpuntgebieden niet oververhit raken, in het bijzonder aan het begin en aan het einde van de scanharding. Een simulatie kan helpen om deze ongewenste effecten te voorkomen voordat het proces wordt ontwikkeld.
Simulatievoorbeeld
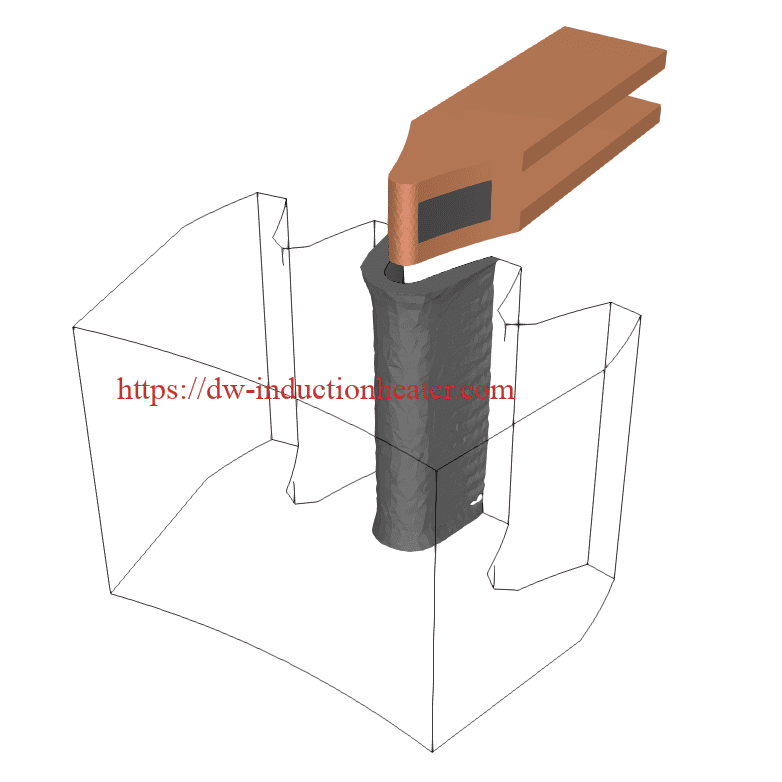
Tand voor tand het geval van tandverharding scannen met 12 kHz.
Sproeikoeling wordt ook gesimuleerd, maar is niet zichtbaar in de resultaatafbeeldingen. Er wordt een koelingseffect toegepast op de boven- en zijvlakken van de twee tanden en de koelzone wordt langs de spoel verplaatst.
3D Gehard profiel in grijze kleur:
2D Verticale dwarsdoorsnede van het verharde profiel: CENOS laat je gemakkelijk visualiseren hoe het verharde profiel dieper wordt als het vermogen niet verlaagd of uitgeschakeld wordt aan het einde van de versnelling. 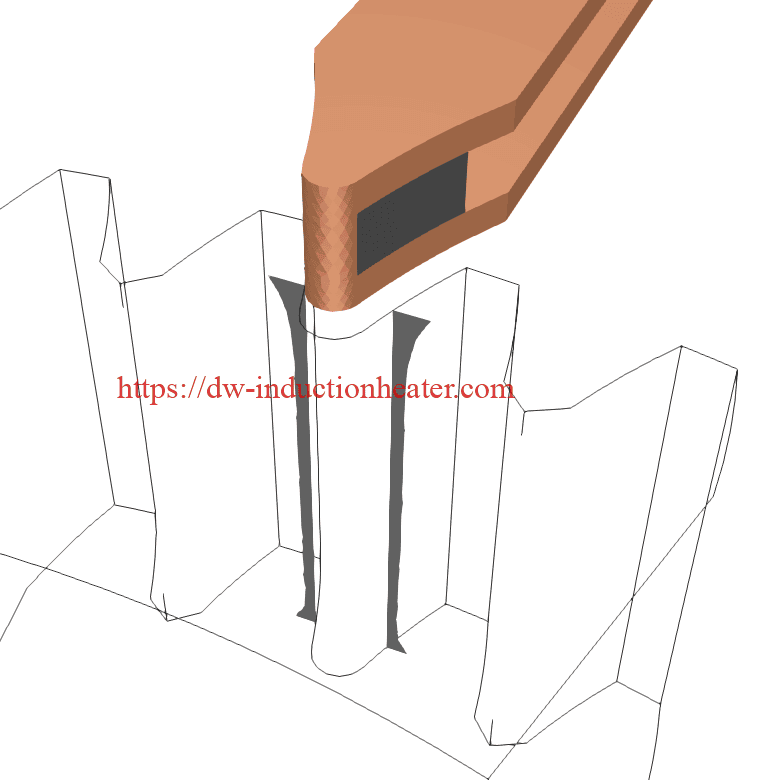
Stroomdichtheid op versnelling:

Bovendien biedt inductieverwarming een snelle opwarm- en afkoelsnelheid, waardoor de totale verwerkingstijd korter is dan bij conventionele methoden. Dit is vooral voordelig voor grote tandwielen, omdat het helpt de productie-efficiëntie te verbeteren en de kosten te verlagen.
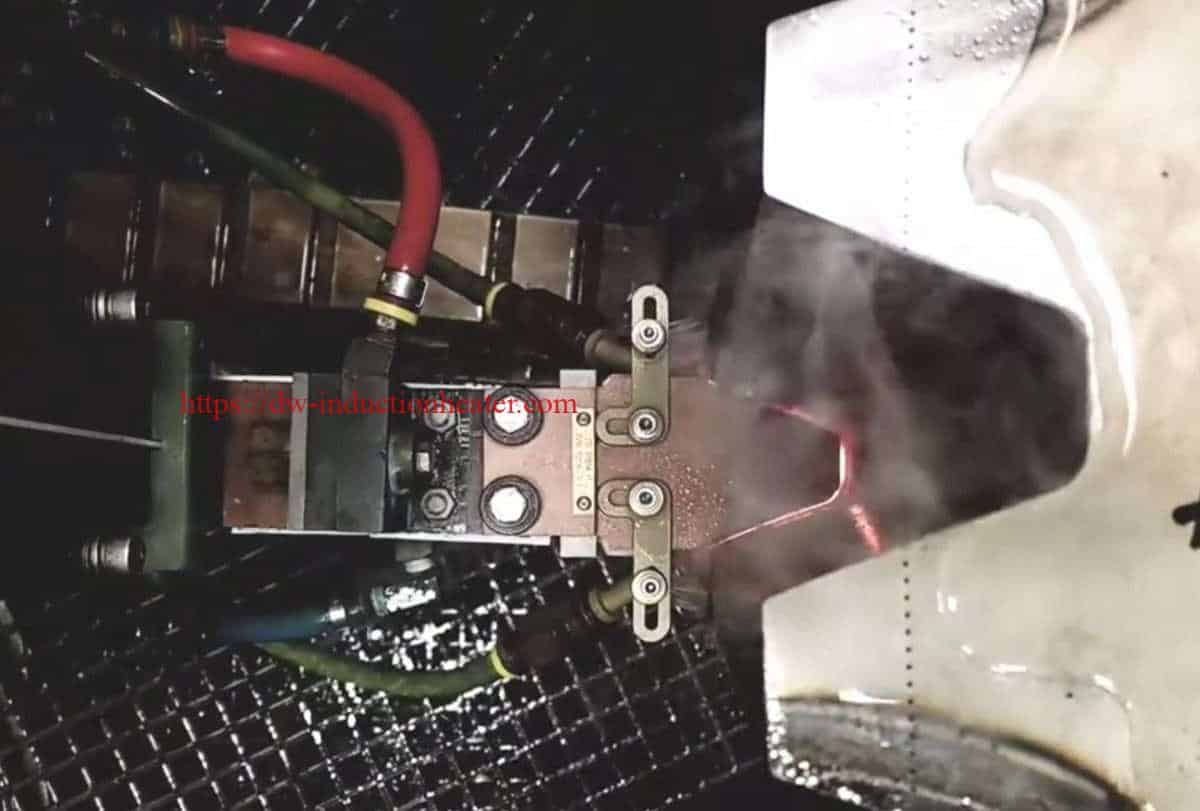
Om grote tandwielen tand voor tand te kunnen harden met inductieverhitting is speciale apparatuur nodig. Het inductieverwarmingssysteem bestaat meestal uit een voeding, een spoel of inductor en een koelsysteem. Het tandwiel wordt in de spoel geplaatst en de voeding wordt geactiveerd om de vereiste warmte op te wekken. De procesparameters, zoals vermogen, frequentie en verwarmingstijd, worden zorgvuldig geregeld om het gewenste hardheidsprofiel te bereiken.
Concluderend kan worden gesteld dat het tand-voor-tand harden van grote tandwielen met inductieverhitting een zeer effectieve en efficiënte methode is. Het zorgt voor een gelijkmatige verdeling van de hardheid, selectief harden en snelle verwerkingstijden, wat resulteert in duurzame tandwielen van hoge kwaliteit. Als u betrokken bent bij de productie van grote tandwielen, kan het gebruik van inductieverwarming voor tand-voor-tand harden de prestaties en levensduur van uw producten aanzienlijk verbeteren.
