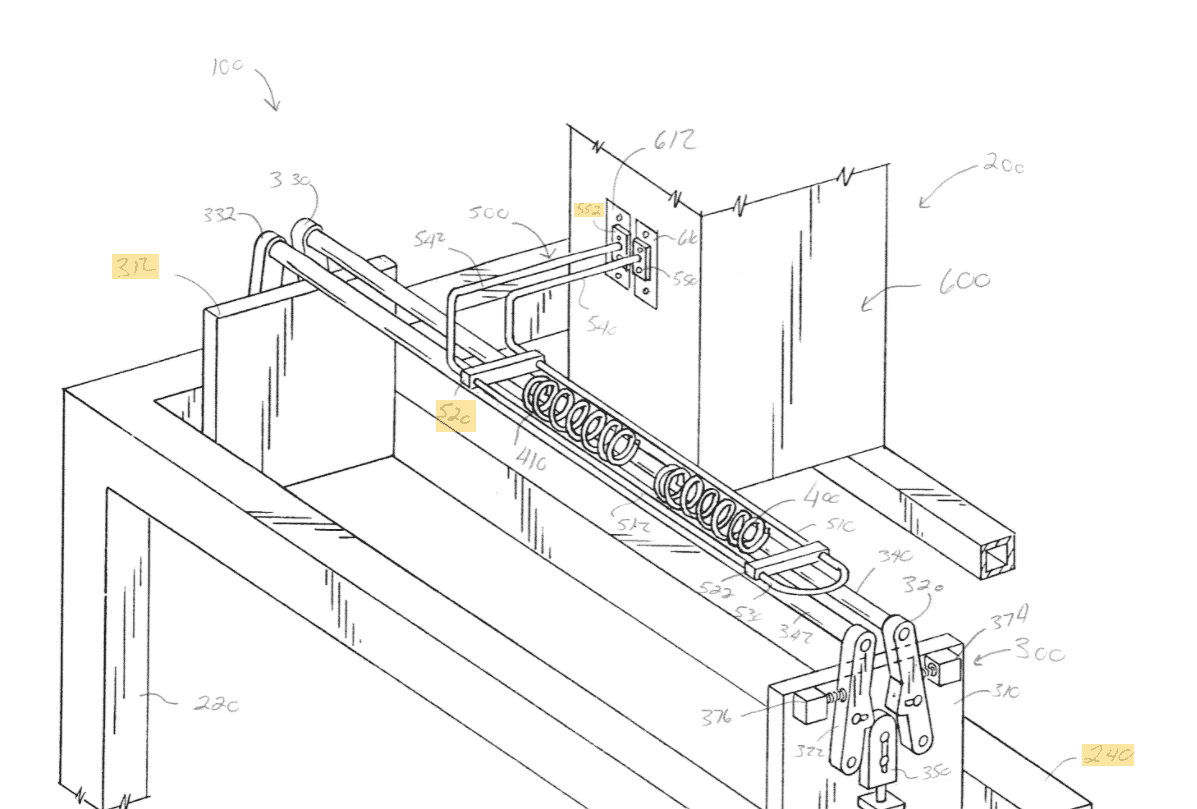
Een apparaat voor Inductieharding een veer met een schroef- of bijenkorfvorm. Het apparaat heeft een rotatie-ondersteuningssysteem en een inductie-verwarmingssysteem. Het rotatie-ondersteuningssysteem is ontworpen om de veer te ondersteunen terwijl de veer wordt verwarmd door het inductie-verwarmingssysteem. De inductieverwarmingssysteem heeft een inductiespoelsysteem met een spoelsysteem. Het spoelsysteem heeft een tussenruimte die ontworpen is om de veer te ontvangen en de veer te verwarmen terwijl de veer ondersteund wordt op het rotatieondersteuningssysteem.
 Spiraalveren of bladveren worden gemaakt door thermische vervorming van stalen profielen. Vanwege de kenmerken van verenstaal zijn er bepaalde vereisten voor de verwarmingstemperatuur en -tijd tijdens het verwarmingsproces. Behalve het voorverwarmen vóór het rollen in de lentespoelen of smeedpers in bladlentes, zijn er ook andere verzoeken van verschillende warmtebehandeling, zoals het gloeien van de draad van de lentestaaf en het verharden van de oppervlakte van de inductie van het staalpaneel. Met de kenmerken van snelle verwarming, snelle uitschakeling, nauwkeurige vermogensregeling en verschillende frequentiebereiken, HLQ's inductieverwarming voeding is zeer geschikt voor thermische vervormingsverwarming van verenstaal, vooral in de auto-onderdelenindustrie met bladveren of fabrieken die belastbare veren produceren. Ontworpen door de professionals van HLQ, onze inductieverwarmingsapparaten zijn allemaal goed uitgerust met de voordelen van energiebesparing, snel starten/stoppen, 24 uur inschakelduur, hoog vermogen, hoge automatisering, hoog rendement, eenvoudig onderhoud en lange levensduur. Onze inductiekachels zijn alom erkend door klanten in de productie van verenstaal.
Spiraalveren of bladveren worden gemaakt door thermische vervorming van stalen profielen. Vanwege de kenmerken van verenstaal zijn er bepaalde vereisten voor de verwarmingstemperatuur en -tijd tijdens het verwarmingsproces. Behalve het voorverwarmen vóór het rollen in de lentespoelen of smeedpers in bladlentes, zijn er ook andere verzoeken van verschillende warmtebehandeling, zoals het gloeien van de draad van de lentestaaf en het verharden van de oppervlakte van de inductie van het staalpaneel. Met de kenmerken van snelle verwarming, snelle uitschakeling, nauwkeurige vermogensregeling en verschillende frequentiebereiken, HLQ's inductieverwarming voeding is zeer geschikt voor thermische vervormingsverwarming van verenstaal, vooral in de auto-onderdelenindustrie met bladveren of fabrieken die belastbare veren produceren. Ontworpen door de professionals van HLQ, onze inductieverwarmingsapparaten zijn allemaal goed uitgerust met de voordelen van energiebesparing, snel starten/stoppen, 24 uur inschakelduur, hoog vermogen, hoge automatisering, hoog rendement, eenvoudig onderhoud en lange levensduur. Onze inductiekachels zijn alom erkend door klanten in de productie van verenstaal.

Het metalen inductiehardingsproces is een standaardproces dat wordt gebruikt bij de fabricage van veren. Een veelgebruikt hardingsproces bestaat uit een traditionele atmosferische oven. Dergelijke hardingsprocessen zijn erg langzaam. Veren kunnen worden gevormd uit een verscheidenheid aan metalen (bijv. roestvrij staal, koolstofstaal, gelegeerd staal, enz.) Wanneer het metaal van de veer op de juiste manier wordt gehard en ontlaten, kunnen specifieke metallurgische parameters zoals hardheid en microstructuur worden bereikt.
Wanneer een veer wordt gehard in een traditionele atmosferische oven, wordt de veer eerst gedurende een bepaalde tijd in een oven geplaatst die op een bepaalde temperatuur is ingesteld. Daarna wordt de veer verwijderd en afgekoeld in olie of een andere vloeistof. Na dit eerste hardingsproces is de hardheid van de veer meestal hoger dan gewenst. Daarom wordt de veer meestal onderworpen aan een hardingsproces totdat de veer de gewenste fysieke eigenschappen heeft. Wanneer de veer op de juiste manier is getemperd, wordt een deel van de kristallijne structuur van het staal veranderd in getemperd martensiet waarbij veel van de carbiden worden opgelost, zodat de gewenste kernstructuur van de veer en de gewenste oppervlaktehardheid van de veer worden verkregen.
Een ander proces dat wordt gebruikt voor het harden van veren is
inductieverwarming. Het inductieverwarmingsproces vindt plaats door het induceren van een elektromagnetisch veld in een geleidend materiaal van de veer. Wervelstromen worden opgewekt in het geleidende materiaal waarvan de weerstand leidt tot Joule-verwarming. Inductieverhitting kan worden gebruikt om staal te verhitten tot het smeltpunt, wat meer dan voldoende is om het product te austenitiseren.
Het inductieverhittingsproces kan zorgen voor een snellere verhittingscyclus dan verhitting door traditionele atmosferische ovens, en het inductieverhittingsproces kan de materiaalbehandeling van de veer vereenvoudigen en kan mogelijk automatisering van de materiaalbehandeling van de veer tijdens het hardingsproces mogelijk maken. Hoewel inductieverhitting verschillende voordelen heeft ten opzichte van traditionele atmosferische ovens, heeft inductieverhitting van veren problemen met het gelijkmatig verhitten van de veer over de gehele lengte van de veer, oververhitting van de uiteinden van de veer en het handhaven van
inductieverwarmingsspoel efficiëntie.

 Spiraalveren of bladveren worden gemaakt door thermische vervorming van stalen profielen. Vanwege de kenmerken van verenstaal zijn er bepaalde vereisten voor de verwarmingstemperatuur en -tijd tijdens het verwarmingsproces. Behalve het voorverwarmen vóór het rollen in de lentespoelen of smeedpers in bladlentes, zijn er ook andere verzoeken van verschillende warmtebehandeling, zoals het gloeien van de draad van de lentestaaf en het verharden van de oppervlakte van de inductie van het staalpaneel. Met de kenmerken van snelle verwarming, snelle uitschakeling, nauwkeurige vermogensregeling en verschillende frequentiebereiken, HLQ's inductieverwarming voeding is zeer geschikt voor thermische vervormingsverwarming van verenstaal, vooral in de auto-onderdelenindustrie met bladveren of fabrieken die belastbare veren produceren. Ontworpen door de professionals van HLQ, onze inductieverwarmingsapparaten zijn allemaal goed uitgerust met de voordelen van energiebesparing, snel starten/stoppen, 24 uur inschakelduur, hoog vermogen, hoge automatisering, hoog rendement, eenvoudig onderhoud en lange levensduur. Onze inductiekachels zijn alom erkend door klanten in de productie van verenstaal.
Spiraalveren of bladveren worden gemaakt door thermische vervorming van stalen profielen. Vanwege de kenmerken van verenstaal zijn er bepaalde vereisten voor de verwarmingstemperatuur en -tijd tijdens het verwarmingsproces. Behalve het voorverwarmen vóór het rollen in de lentespoelen of smeedpers in bladlentes, zijn er ook andere verzoeken van verschillende warmtebehandeling, zoals het gloeien van de draad van de lentestaaf en het verharden van de oppervlakte van de inductie van het staalpaneel. Met de kenmerken van snelle verwarming, snelle uitschakeling, nauwkeurige vermogensregeling en verschillende frequentiebereiken, HLQ's inductieverwarming voeding is zeer geschikt voor thermische vervormingsverwarming van verenstaal, vooral in de auto-onderdelenindustrie met bladveren of fabrieken die belastbare veren produceren. Ontworpen door de professionals van HLQ, onze inductieverwarmingsapparaten zijn allemaal goed uitgerust met de voordelen van energiebesparing, snel starten/stoppen, 24 uur inschakelduur, hoog vermogen, hoge automatisering, hoog rendement, eenvoudig onderhoud en lange levensduur. Onze inductiekachels zijn alom erkend door klanten in de productie van verenstaal.

