inductieverwarming warmwalsen
Beschrijving
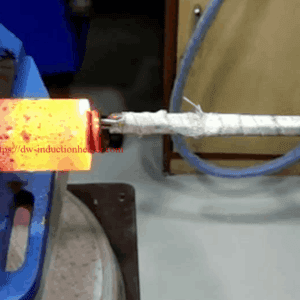
inductie verwarming warmwalsen met IGBT inductie verwarmingssysteem
Doel De omtrek van ploegschijven verwarmen vóór het warmwalsen (slijpen)
Materiaal Platte boorstalen schijven, OD 460 tot 710 mm (18 tot 28") dikte 3,2 tot 10 mm (8/64 tot 25/64")
Temperatuur 725°C 1335°F
Frequentie 75 kHz
Uitrusting DW-HF-120 kW inductieverwarmingssysteem met 2 werkkoppen, schakelsysteem, 4 speciaal ontworpen spoelen, koelsysteem
Proces In een PLC-systeem is elk van de twee walsmachines uitgerust met een externe werkkop en een roterend platform waarop de schijf horizontaal wordt gehouden en in positie wordt gehouden door een centrale niet-magnetische schijf.
plaat die 100 mm kleiner is dan de schijfdiameter. De 250 mm (10") verwarmingsspiraal wordt over het blad geplaatst, roterend vóór de drukrollen. Hierdoor wordt de volledige rand van de schijf verwarmd.
Na een paar seconden verwarmen bereikt de rand de vereiste temperatuur en wordt de schijf 30 omwentelingen per minuut laten draaien. De drukrollen sluiten, waardoor het scherpe randprofiel wordt gevormd. De uiteindelijke rand wordt verkregen na twee omwentelingen van de schijf.
Resultaten/Voordelen Inductieverhitting zorgt voor een veel sneller proces in vergelijking met koudwalsen; het gewenste profiel wordt al na een paar seconden bereikt in plaats van na een paar minuten. De metallurgische kwaliteit van de afgewerkte rand is hoger, omdat het proces het materiaal effectief verhardt.
De apparatuur en het proces lenen zich voor robotische automatisering