





Brasatura di tubi di rame con induzione
Descrizione
Obiettivo
Dimostrare brasatura a induzione di tubi di rame e il tempo di brasatura utilizzando il sistema DW-UHF-10 kW e la bobina da laboratorio disponibile in split.

Attrezzatura
Macchina per brasatura a induzione DW-UHF-10KW
I materiali
- Tubo di rame - Tubo di aspirazione
- Pasta per brasatura
Parametri chiave
Potenza: 10 kW
Temperatura: Circa 1500° F (815° C)
Tempo: 5 - 5,2 secondi

Processo:
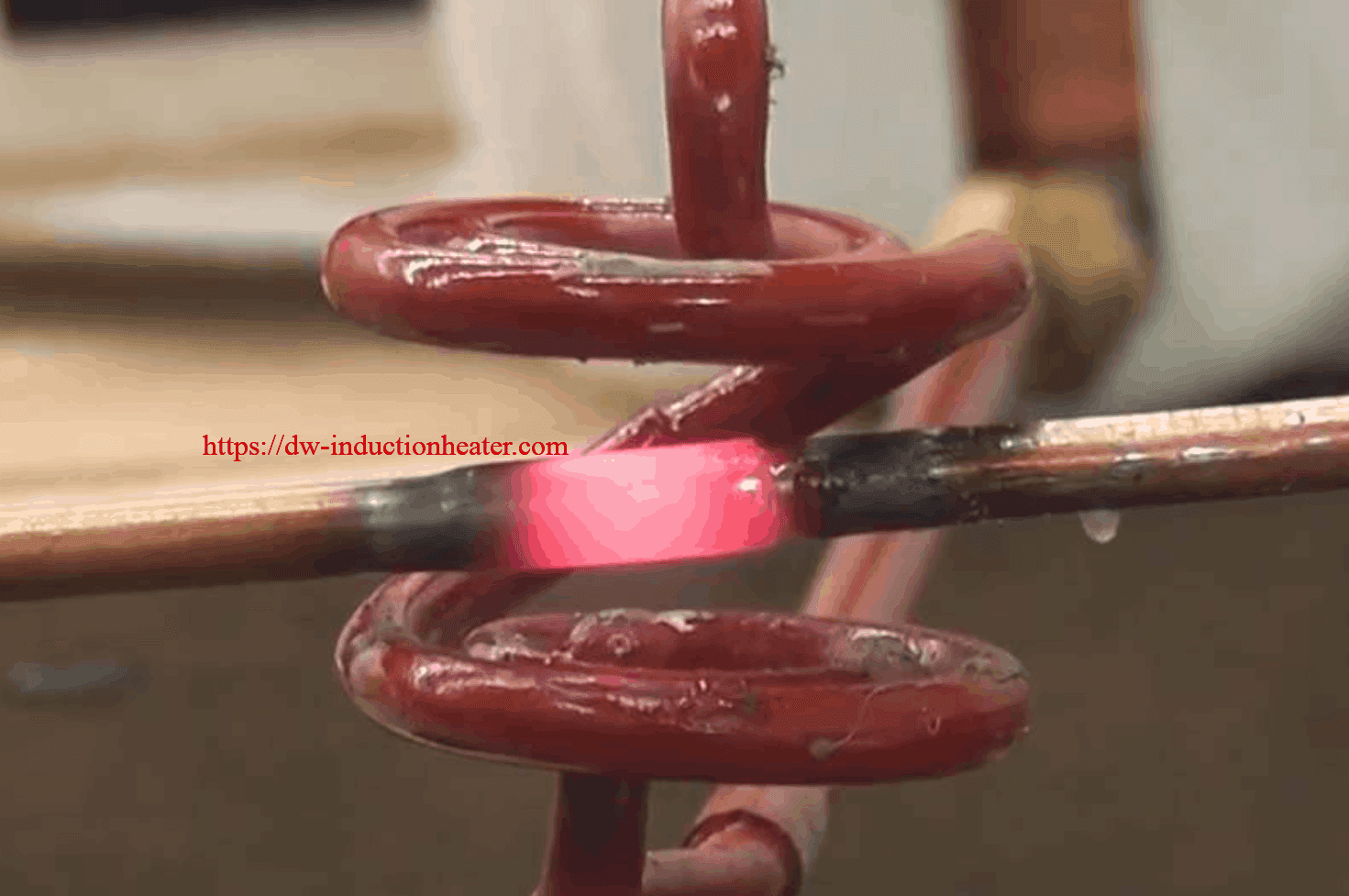
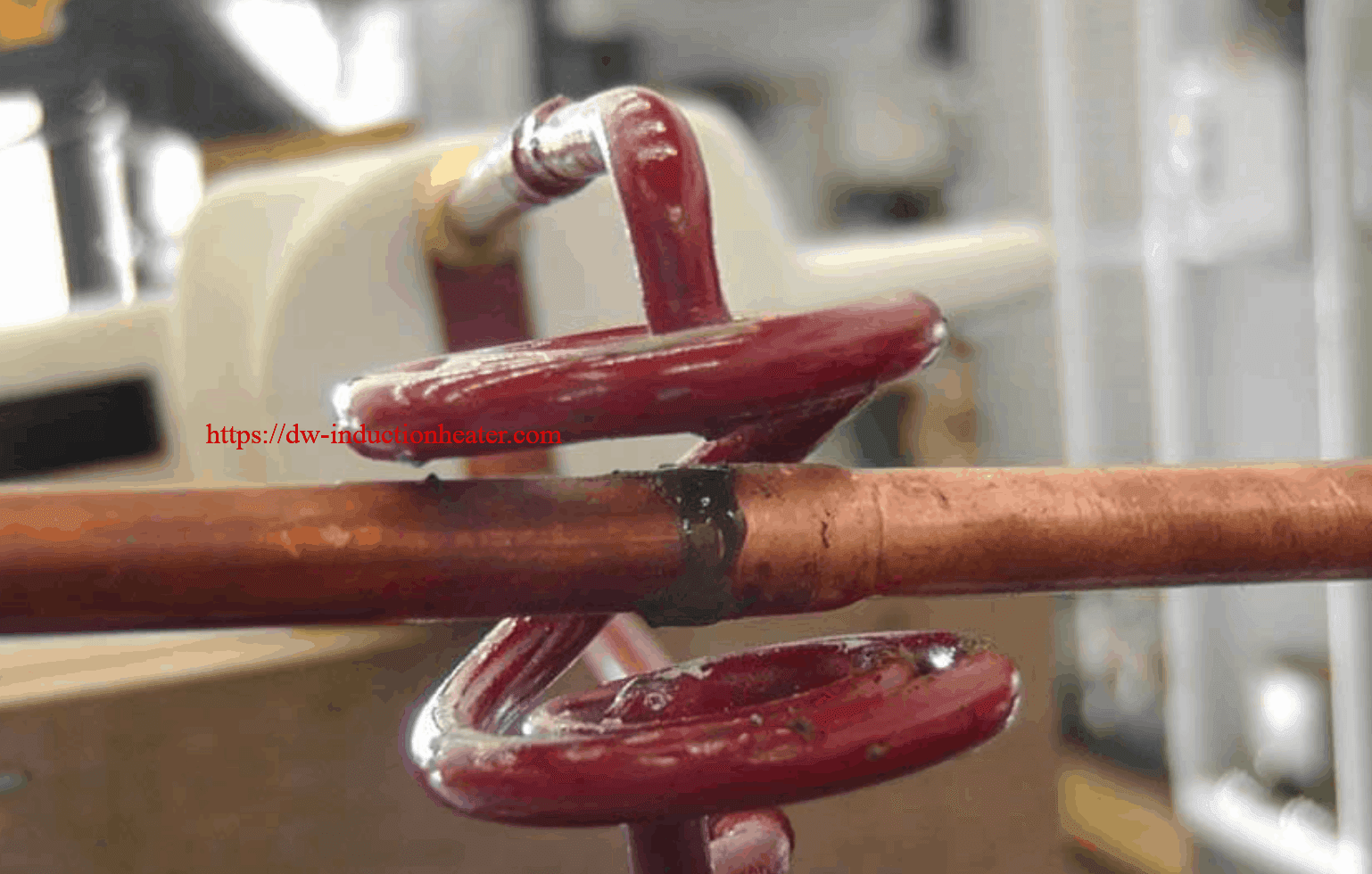
Poiché per il test è stato fornito solo un assemblaggio, è stato predisposto un carico di prova utilizzando un tubo di rame da 5/16" a parete pesante, in modo che un tubo accettasse l'altro all'estremità di una flangia aperta. Il tempo di riscaldamento è stato stimato in base all'uso della vernice templare per indicare la temperatura. Il gruppo di prova (seguito dai componenti forniti) è stato assemblato con uno strato di pasta per brasatura in lega 505 e collocato nella bobina di prova del laboratorio, come da fotografie allegate.

Risultati/Benefici:
- Come dimostrato, il modello DW-UHF sistema di brasatura a induzione è in grado di riscaldare sia le sezioni tubo-tubo più grandi che quelle più piccole per completare un giunto brasato. I tempi di riscaldamento utilizzando una bobina di prova disponibile rientrano nei tempi di produzione richiesti da Electrolux.
- HLQ richiederà un assemblaggio completo da esaminare per sviluppare il progetto finale della bobina in grado di ospitare tutti i 12 giunti indicati nella fotografia del layout. È necessario conoscere e vedere le distanze tra le connessioni dei tubi da brasare e la sezione del compressore in acciaio per assicurarsi che l'alloggiamento in acciaio non venga influenzato dal campo RF risultante creato nella bobina di carico. Questo progetto finale potrebbe richiedere l'aggiunta di materiali in ferrite nella bobina che serviranno a focalizzare il campo RF sui conduttori in rame e non sull'alloggiamento in acciaio.
- I test iniziali sono stati completati sul DW-UHF-10kW utilizzando una bobina da laboratorio disponibile. La bobina di produzione sarà contenuta in un alloggiamento non conduttivo che consentirà all'operatore di posizionare la bobina contro i conduttori di rame per ottenere una posizione di riscaldamento precisa e positiva per il processo di brasatura. Il design della bobina di produzione includerà conduttori più corti rispetto alla bobina di prova e sarà configurato in modo da migliorare i cicli di riscaldamento (tempi di riscaldamento più brevi).





