
Tempra di alta qualità dente per dente di ingranaggi di grandi dimensioni con riscaldamento a induzione

Nell'industria manifatturiera, gli ingranaggi di grandi dimensioni svolgono un ruolo fondamentale in diverse applicazioni, come macchinari pesanti, turbine eoliche e attrezzature industriali. Per garantirne la durata e le prestazioni, è essenziale applicare un processo di tempra ai denti degli ingranaggi. Uno dei metodi più efficaci per ottenere la tempra dente per dente negli ingranaggi di grandi dimensioni è il riscaldamento a induzione.
Riscaldamento a induzione è un processo che utilizza l'induzione elettromagnetica per riscaldare rapidamente la superficie dei denti degli ingranaggi. Applicando una corrente alternata ad alta frequenza a una bobina, si genera un campo magnetico che induce correnti parassite sulla superficie del dente dell'ingranaggio. Queste correnti parassite creano un riscaldamento localizzato, consentendo un indurimento preciso e controllato di ogni singolo dente.
La tempra dente per dente mediante riscaldamento a induzione offre diversi vantaggi rispetto ad altri metodi di tempra. In primo luogo, garantisce una distribuzione uniforme della durezza sui denti dell'ingranaggio, migliorando la resistenza all'usura e la capacità di carico. Questo aspetto è particolarmente importante per gli ingranaggi di grandi dimensioni che sono sottoposti a carichi elevati e a condizioni operative difficili.
In secondo luogo, il riscaldamento a induzione consente una tempra selettiva, ovvero solo i denti dell'ingranaggio vengono riscaldati, mentre il resto dell'ingranaggio rimane relativamente inalterato. Questo riduce al minimo il rischio di distorsione o deformazione, che può verificarsi con altri metodi di trattamento termico che prevedono il riscaldamento dell'intero ingranaggio. Il controllo preciso del processo di riscaldamento consente di ottenere una tempra mirata, con il risultato di ottenere un ingranaggio di alta qualità e dimensionalmente stabile.
Tempra a induzione di ingranaggi di piccole, medie e grandi dimensioni viene effettuata con la tecnica del dente per dente o con il metodo dell'accerchiamento. A seconda delle dimensioni dell'ingranaggio, della durezza richiesta e della geometria, gli ingranaggi vengono temprati a induzione avvolgendo l'intero ingranaggio con una bobina (la cosiddetta "tempra a rotazione degli ingranaggi"), oppure, per gli ingranaggi più grandi, riscaldandoli "dente per dente", dove è possibile ottenere un risultato di tempra più preciso, sebbene il processo sia molto più lento.
Tempra dente per dente di ingranaggi di grandi dimensioni
Il metodo dente per dente può essere eseguito in due tecniche alternative:
Il metodo "punta per punta" applica una modalità di riscaldamento a colpo singolo o una modalità di scansione, un induttore circonda il corpo di un singolo dente. Questo metodo è raramente utilizzato perché non garantisce la resistenza alla fatica e agli urti richiesta.
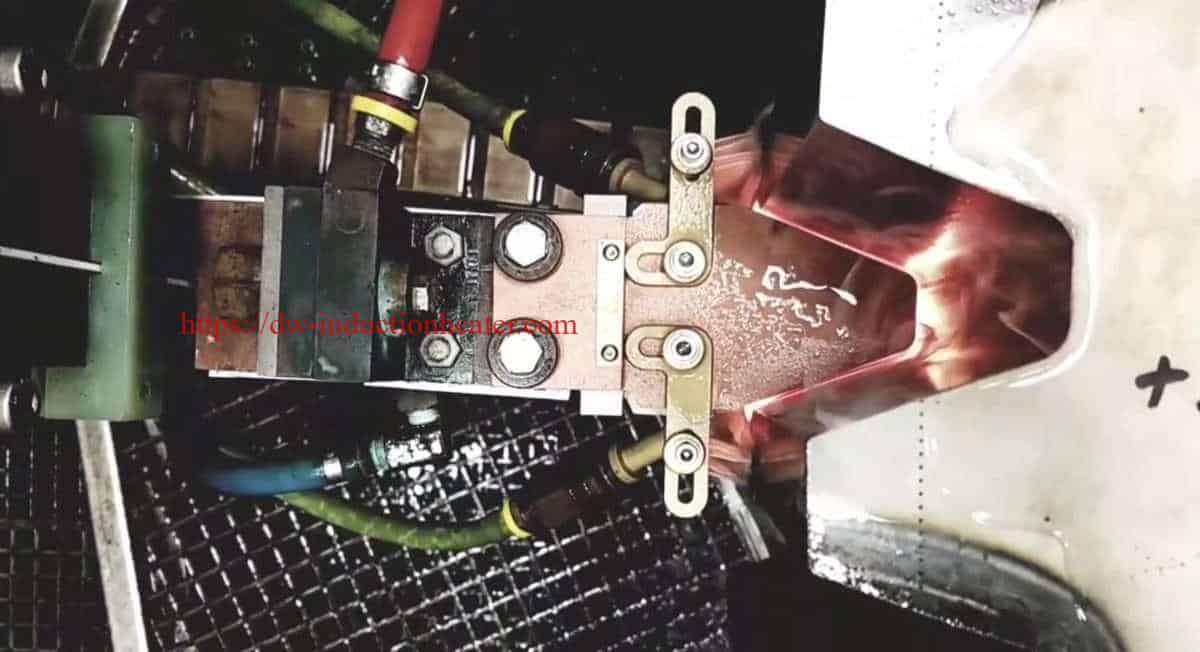
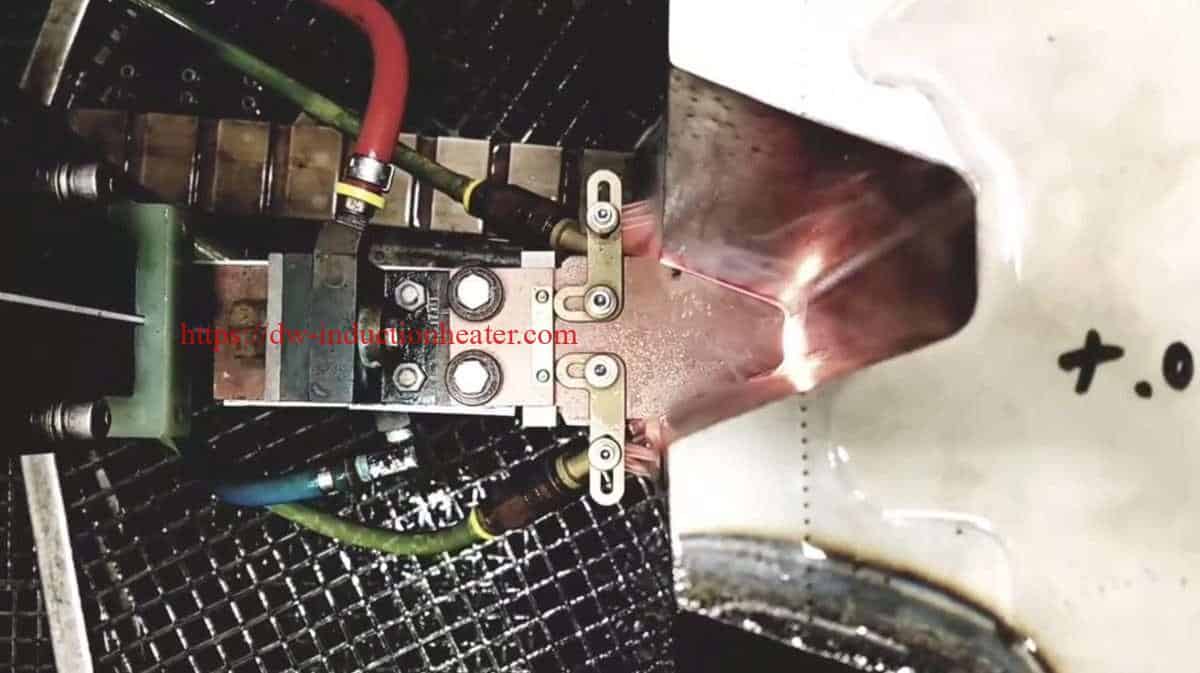
Una tecnica di indurimento "gap-by-gap" più diffusa applica solo una modalità di scansione. Richiede che l'induttore sia posizionato simmetricamente tra due fianchi di denti adiacenti. Le velocità di scansione dell'induttore sono in genere comprese tra 6 mm/sec e 9 mm/sec.
Le tecniche di scansione utilizzate sono due:
- l'induttore è fermo e l'ingranaggio è mobile
- l'ingranaggio è fermo e l'induttore è mobile (più diffuso per la tempra di ingranaggi di grandi dimensioni)
L'induttore per l'indurimento a induzione
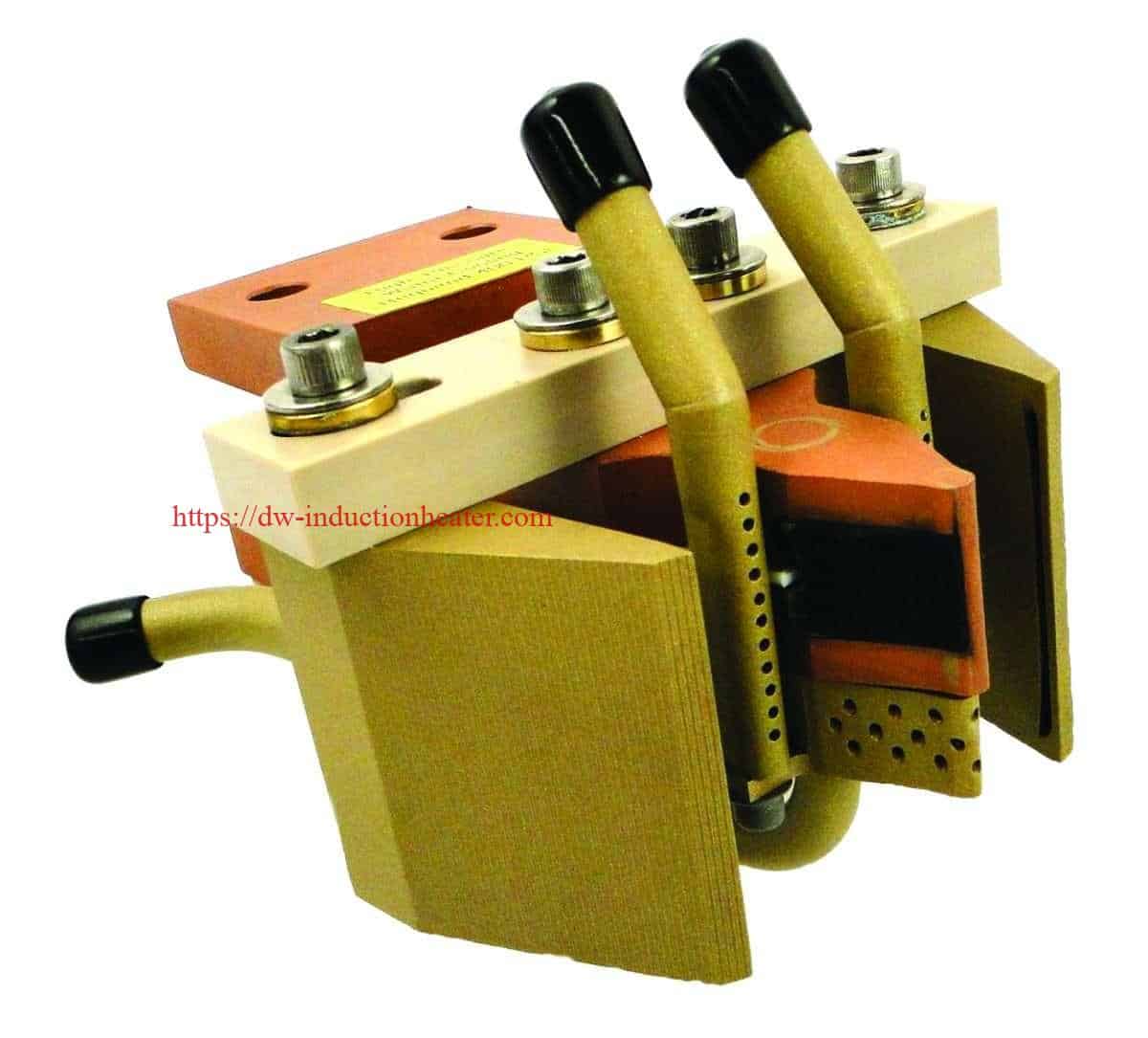 La geometria dell'induttore dipende dalla forma dei denti e dal modello di durezza richiesto. Gli induttori possono essere progettati per riscaldare solo la radice e/o il fianco del dente, lasciando la punta e il nucleo del dente morbidi, tenaci e duttili.
La geometria dell'induttore dipende dalla forma dei denti e dal modello di durezza richiesto. Gli induttori possono essere progettati per riscaldare solo la radice e/o il fianco del dente, lasciando la punta e il nucleo del dente morbidi, tenaci e duttili.
La simulazione aiuta a prevenire il surriscaldamento
Nello sviluppo dei processi di tempra degli ingranaggi dente per dente, occorre prestare particolare attenzione agli effetti elettromagnetici delle estremità e dei bordi e alla capacità di fornire il modello richiesto nelle aree terminali degli ingranaggi.
Durante la scansione di un dente, la temperatura si distribuisce in modo abbastanza uniforme all'interno delle radici e dei fianchi dell'ingranaggio. Allo stesso tempo, dato che la corrente parassita ha un percorso di ritorno attraverso il fianco e, in particolare, attraverso la punta del dente, occorre prestare la dovuta attenzione per evitare il surriscaldamento delle regioni della punta del dente, in particolare all'inizio e alla fine della tempra di scansione. Una simulazione può aiutare a prevenire questi effetti indesiderati prima di sviluppare il processo.
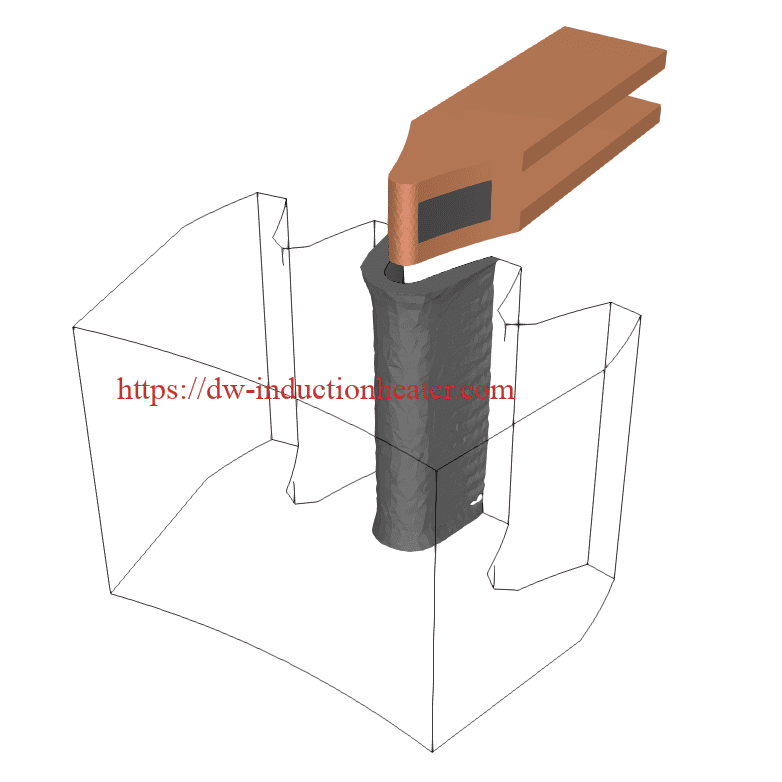
Esempio di simulazione
Scansione dente per dente del caso di indurimento dell'ingranaggio a 12 kHz.
Anche il raffreddamento a spruzzo viene simulato, ma non è visibile nelle immagini dei risultati. L'effetto di raffreddamento viene applicato alle facce superiore e laterale dei due denti, oltre a spostare la zona di raffreddamento dopo l'induttore.
Profilo temprato in 3D di colore grigio:
2D Fetta verticale del profilo indurito: CENOS consente di visualizzare facilmente come il profilo indurito diventi più profondo se la potenza non viene diminuita o spenta verso la fine della marcia. 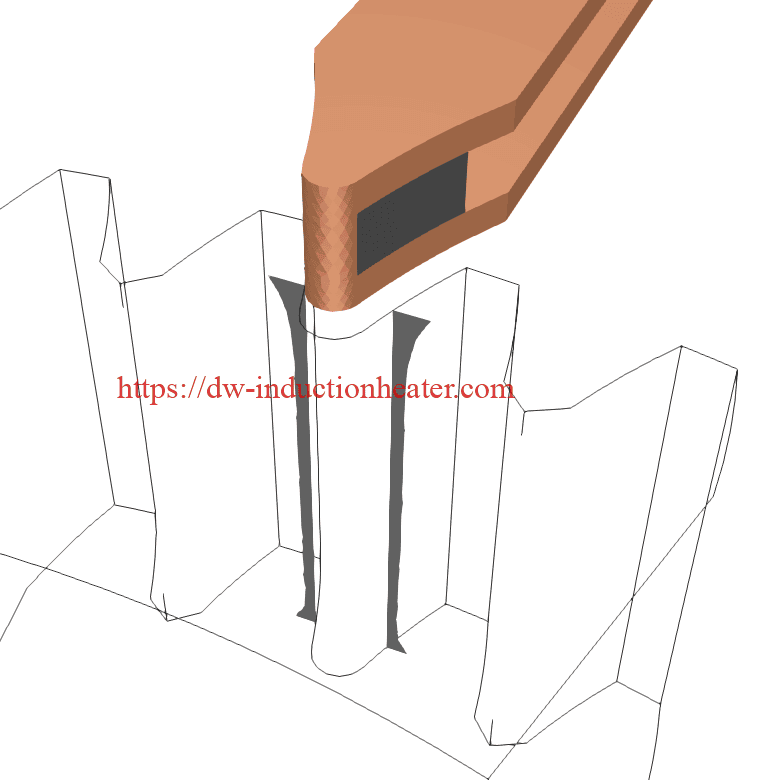
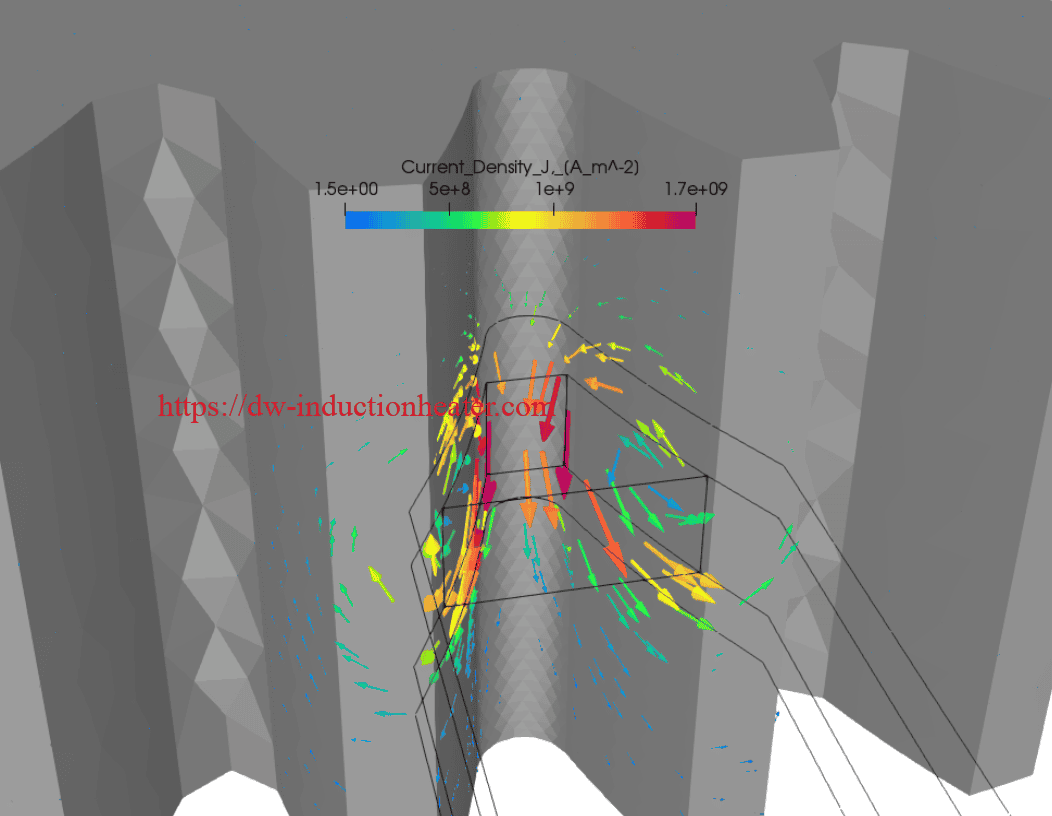
Densità di corrente sull'ingranaggio:

Inoltre, il riscaldamento a induzione offre tassi di riscaldamento e raffreddamento rapidi, riducendo il tempo di lavorazione complessivo rispetto ai metodi convenzionali. Ciò è particolarmente vantaggioso per gli ingranaggi di grandi dimensioni, in quanto contribuisce a migliorare l'efficienza produttiva e a ridurre i costi.
Per ottenere la tempra dente per dente di ingranaggi di grandi dimensioni utilizzando il riscaldamento a induzione, sono necessarie apparecchiature specializzate. Il sistema di riscaldamento a induzione consiste tipicamente in un alimentatore, una bobina o induttore e un sistema di raffreddamento. L'ingranaggio viene posizionato nella bobina e l'alimentazione viene attivata per generare il calore richiesto. I parametri del processo, come la potenza, la frequenza e il tempo di riscaldamento, sono attentamente controllati per ottenere il profilo di durezza desiderato.
In conclusione, la tempra dente per dente di ingranaggi di grandi dimensioni mediante riscaldamento a induzione è un metodo altamente efficace ed efficiente. Garantisce una distribuzione uniforme della durezza, una tempra selettiva e tempi di lavorazione rapidi, con il risultato di ottenere ingranaggi durevoli e di alta qualità. Se siete coinvolti nella produzione di ingranaggi di grandi dimensioni, considerare l'implementazione del riscaldamento a induzione per la tempra dente per dente può migliorare significativamente le prestazioni e la longevità dei vostri prodotti.
